隨著機(jī)械制品高功能化的發(fā)展勢(shì)頭,零件逐步趨向細(xì)小化和精密化。由于數(shù)控系統(tǒng)功能的限制,程序編制中有時(shí)會(huì)因?yàn)橄鄳?yīng)循環(huán)功能指令不完備或不符合加工要求而使程序的編制變得煩瑣,影響加工效率。利用宏程序,我們可以編制所需要的程序來(lái)彌補(bǔ)數(shù)控系統(tǒng)本身的功能不足,改善加工狀況,提高產(chǎn)品的加工精度和生產(chǎn)效率。本文以FANUC Oi系統(tǒng)為例,討論通過(guò)用戶宏程序改進(jìn)斷屑式深孔加工循環(huán)指令的具體過(guò)程。
一、循環(huán)路徑的規(guī)劃設(shè)計(jì)
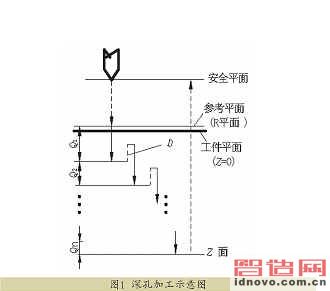
孔是零件上最常見(jiàn)的結(jié)構(gòu),所以孔的加工也較為普遍。在孔系加工中,隨著孔深度的增加,加工難度也隨之加大,F(xiàn)ANUC系統(tǒng)提供了兩種深孔加工循環(huán)指令:G83和G73。兩種循環(huán)每次切深都是固定的。隨著孔的深度增加,排屑愈加困難。如果是固定切深,開(kāi)始時(shí)適合,待到孔底時(shí)就不一定適合了,若按孔底設(shè)定切深,勢(shì)必影響效率。所以,我們采用可變切深,控制每次的鉆孔深度按一定的要求逐漸減小,來(lái)改善加工條件,使加工的高效率與加工的安全性同時(shí)得到滿足,從而實(shí)現(xiàn)可變切深斷屑式深孔加工循環(huán)功能。
每次鉆孔深度的變化按等比級(jí)數(shù)實(shí)現(xiàn),即每次減少的比例相等。為保證加工效率,當(dāng)鉆孔深度減小到設(shè)定的最小值時(shí),將不再減小(實(shí)際使用可以修改)。
1.概述
如圖1所示,Qn=Qn-1*#19,直到Qn=#1最小鉆孔深度。
2.變量設(shè)置
D(#7變量),每次提刀高度;F(#9變量),切削進(jìn)給速度;Q(#17變量),初次鉆孔深度;R(#18變量),參考平面高度;S(#19變量),每次遞減比例;T(#20變量),最小鉆深比例;Z(#26變量),孔底深度。
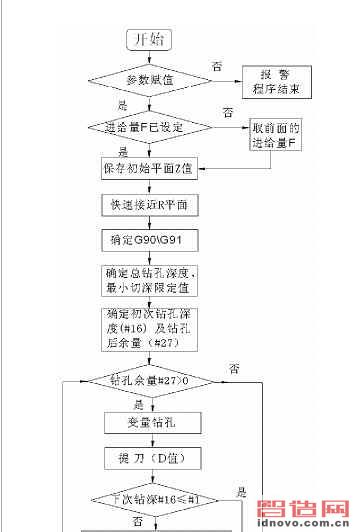
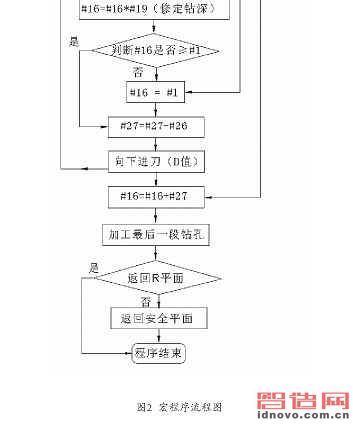
3.宏程序流程圖
宏程序流程圖如圖2所示。
4.程序設(shè)計(jì)
O0910;
IF [#18EQ#0] GOTO6;深孔未賦值報(bào)警
IF [#26EQ#0] GOTO6;R點(diǎn)未賦值報(bào)警
IF [#17EQ#0] GOTO6;初次鉆孔深度(Q)未賦值報(bào)警
IF [#19EQ#0] GOTO6;每次遞減比例(S)未賦值報(bào)警
IF [#20EQ#0] GOTO6;最小鉆深比例(T)未賦值報(bào)警
IF [#4113EN3] GOTO6;主軸未轉(zhuǎn)報(bào)警
IF [#9NE#0 ] GOTO1;
#9=#4109; F點(diǎn)未賦值取前面的F值
N1 #30=#5003;保存初始平面(Z)值
#31=#4003; 保存03組G代碼(G90或G91)
G00 Z#18; 快速趨近R點(diǎn)
#27=#18-#26; 確定總深
IF[#4003EQ91] THEN #27=-#26;
#16=#17; 第一次鉆孔深度
#1=#20*#17; 確定最小鉆深
#27=#27-#16 第一次鉆孔后剩余深度
WHILE [#27GT0] DO1; 鉆孔循環(huán)
G91 G01 Z-#16 F#9; 變量鉆孔
G00 Z#7; 提刀
IF [#16LE#1] GOTO2; 修正每次鉆孔深度
#16=#16*#19;
IF [#16GE#1] GOTO 3;
N2 #16=#1;
N3 #27=#27-#16; 鉆孔后剩余深度
G01 Z-#7; 向下鉆孔(一個(gè)提刀量)
END1;
#16=#16+#27; 恢復(fù)剩余量
G01 Z-#16; 加工最后一段孔
IF[#31EQ91] GOTO 4;
G00 G90 Z#18; 絕對(duì)值方式返回R平面
GOTO 5;
N4 G00 Z-#26; 增量值方式返回R平面
N5 IF[#4010EQ99] GOTO 7; 判斷執(zhí)行G98還是G99
G90 G00 Z#30 返回初始平面
GOTO 7;
N6 #3000=10(ARGUMENT IS NOT ASSIGNED);
NO.510報(bào)警,報(bào)警信息為自變量未賦值
N7 M99;
二、程序的固化與調(diào)用
當(dāng)程序調(diào)試準(zhǔn)確無(wú)誤后,取消系統(tǒng)參數(shù)保護(hù),將程序存入O9000以后的程序下,恢復(fù)參數(shù)保護(hù)后固化成功。下面介紹循環(huán)程序使用時(shí)常用的兩種調(diào)用方法。
(1)非模態(tài)調(diào)用格式
(2)設(shè)置為G代碼調(diào)用
將深孔加工循環(huán)宏程序設(shè)定為固定的G代碼調(diào)用,使其成為“真正”的固定循環(huán)指令。具體方法是:將宏程序本體存放在O9010~O9019程序下,在參數(shù)No.6050~No.6059中設(shè)定調(diào)用宏程序的G代碼數(shù)字。例如,把本文可變切深斷屑式深孔加工循環(huán)宏程序存放在O9010下,用G79調(diào)用,則只需將系統(tǒng)參數(shù)No.6050設(shè)置為79即可。
三、結(jié)束語(yǔ)
本文詳細(xì)介紹了FANUC系統(tǒng)用戶宏程序改進(jìn)深孔加工循環(huán)功能的方法,充分說(shuō)明利用宏程序,可改進(jìn)系統(tǒng)原有固定循環(huán)功能的缺陷。可以將零件加工中的切削功能抽象出來(lái),固化為新的固定循環(huán)指令,從而擴(kuò)展系統(tǒng)功能,提高編程效率和生產(chǎn)效率,起到事半功倍的效果。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF