本文探討研究了鎂合金壓鑄模具相關內(nèi)容。
在大多數(shù)情況下,鎂合金壓鑄生產(chǎn)的產(chǎn)品與其他合金壓鑄件相類似。鎂合金壓鑄模具也和鋁、鋅合金壓鑄模相似。但是由于鎂合金不同于鋁合金的一些特性,在設計壓鑄模時給予充分考慮,才能設計出合理的壓鑄模具,從而高效、經(jīng)濟地生產(chǎn)鎂合金壓鑄件。
一、鎂合金的特性
①質(zhì)輕鎂的比重只有1.8G/CM3,鋁合金的比重為2.7G/CM3,鎂合金比鋁合金輕30%,比鋼輕80%。所以,汽車及手提電子產(chǎn)品中鎂合金已成為零件制造成理想材料。
②強度鎂合金在金屬及塑料等工程材料中,具有極佳的強度/重量比。
③壓鑄性在保持良好的結構條件下,鎂合金允許鑄件壁厚最小達到0.6mm,這是塑料在相同強度下無法達到的。鋁合金的壓鑄性能也要在1.2-1.5mm以上時才能與鎂合金相比。鎂合金較易壓鑄成型,適合大批量壓鑄生產(chǎn)(生產(chǎn)速度可達鋁的1.5倍)。此外,鎂合金模的磨損也較鋁為低。
④減震鎂有極好的滯彈吸震性能,可吸收震動和噪音,用作設備機殼可減少噪音傳遞、預防沖擊和防止凹陷損壞。
⑤剛性鎂的剛性為鋁的2倍并比大部分塑膠為高。鎂有良好的抗應力阻力。
⑥高電磁干擾屏障鎂合金有良好的阻隔電磁波功能,適合生產(chǎn)電子產(chǎn)品。
⑦良好的切削性能鎂比鋁和鋅有更好的切削性,使鎂成為更易切削加工的金屬材料。
⑧鎂合金的比熱容較小,合金液的冷卻速度快。
⑨鎂合金和模具鋼材的親和力小,不易粘附模具。
根據(jù)鎂合金的以上特性,下面將鎂合金和鋁合金在設計制作上作一些對比。
二、模具設計
壓鑄模具是一種復雜的設備,須完成多項功能。其決定零件的大體幾何形狀,并對每啤貨之間尺寸偏差有重要影響。使用固定或移動的芯子增加了壓鑄的靈活性,可以壓鑄出復雜的較精密外形的零件。流道和水口系統(tǒng)的幾何形狀決定模具的填充性能。模具的熱條件決定零件固化用及其微觀結構和品質(zhì)。在大量生產(chǎn)時,模具的導熱性能決定周期時間。并且模具具有壓鑄件頂出系統(tǒng)。
三、模具材料
模具組成模穴的部分和熔化金屬直接接觸,必須由能經(jīng)受熱沖擊的鋼材料制成。最常用的是H13鋼或和其具有相似性能的材料。為保證大量啤貨以后的表面質(zhì)量,必須使用含硫量的優(yōu)質(zhì)鋼材。為改善機械加工性能,供應模具制造商的鋼材通常處于具有球形碳顆粒的軟化退火狀態(tài)。在機械加工以后,模穴部分經(jīng)過淬火及退火,使硬度在46-48HRC范圍以內(nèi)。
只有模具的模穴部分和特殊零件才需要使用H13鋼,這些部分一般占整個模具重量的20-30%。模具的其它部分使用低碳鋼的中碳鋼制造。對于幾何開關相對簡單的較小壓鑄件,以常使用標準化模塊的模具。
鎂合金和鋁合金相比具有更低的熱容,其鐵含量也很低。因此模具具有更長的壽命。
四、零件壽命
壓鑄件的質(zhì)量取決于很多因素,包括合金的材料性能,生產(chǎn)參數(shù),模具和零件的設計。零件設計者應該和模具設計者緊密合作,讓零件設計者知道壓鑄生產(chǎn)的優(yōu)勢和局限。
部件厚度
較小的部件厚度容易達到所要求的機械性能,鎂合金良好的填充性能,可以使壓鑄件的厚度少于1mm,常見的壁厚在2-4mm之間。
均勻壁厚
為避免固化時的局部熱點,零件的壁厚應盡可能均勻。由于固化時的收縮,局部熱點會造成氣孔和氣穴的形成。
容易的模具填充
模具的填充時間一般是10-100ms,零件的設計應有助于平穩(wěn)填充,鎂合金的填速度較高,邊緣和拐角處應為圓角。
使用加強助
應使用加強助加強零件的強度,而不是通過增加零件的厚度。設計中應避免長筋,防止合金在冷卻凝固過程中因收縮不一致而產(chǎn)生應力和裂紋。
出模斜度通常推薦的出模斜度為2-5°,也可采用度為1-3°的設計。由于鎂合金與鐵的親和性較低,加之優(yōu)良的熱收縮特性,有時甚至可以采用零脫模斜度,當設計壁和型芯時,較小的起模斜度能夠大幅度減少壓鑄件質(zhì)量。
五、尺寸穩(wěn)定性
壓鑄是精密的生產(chǎn)過程,然而很多因素卻可以影響壓鑄件的最終尺寸變化。尺寸變化可分為線性變化,模具間的移動,分模線、鑄件和模具翹曲,壓鑄參數(shù),芯子和出模斜度。必須記住零件的最終變化只是部分取決于模具精度,線性尺寸變化是由下列因素引起:模具溫度的正常波動,注射溫度,冷卻速度,鑄件應力釋放和模具精度。以上因素除模具精度外,和模具的設計和制造沒有關系。為減少最終產(chǎn)品的尺寸變化,必須嚴格控制生產(chǎn)工序。
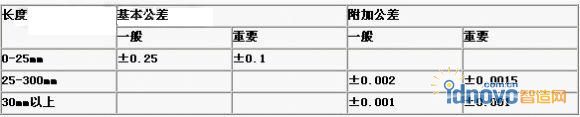
下表為NADCA提供的可以達到的線性尺寸公差,例如,1000毫米長零件的鑄公差為±1.2mm。
建議線性尺寸公差
六、水口、流道、排氣孔
注射系統(tǒng)對于壓鑄件質(zhì)量是非常重要的,以下是設計水口系統(tǒng)的注意事項:
①水口系統(tǒng)必須和壓鑄機容量相適應,使模穴有必要的填充時間。
②水口可以是不同的幾何形狀,扇形或分枝的。為防止湍流,水口的金屬流體應該是平行或分枝的。
③設計的水口應使流動距離最短。
④相反方向流動的液體金屬不應在薄壁區(qū)域相遇。
⑤由多個水口填充的零件應同時填充。
⑥溢流應用來除去氧化物和殘留的潤滑劑,并加熱模具較冷的部分。
⑦應用連通至模具表面的排氣孔除去模穴內(nèi)生成的氣體。
⑧水口和溢流的設計應可以避免在二次加工時形成鋸齒紋。
七、加熱、冷卻系統(tǒng)
模具在生產(chǎn)過程中維持較穩(wěn)定的溫度范圍,有利于產(chǎn)品質(zhì)量和生產(chǎn)節(jié)拍的穩(wěn)定,同時也由于波動小,溫度疲勞降低,延長模具壽命,因此,模具設計時要充分考慮加熱、冷卻系統(tǒng),維持模具的熱平衡。一些3C產(chǎn)品如手機外殼、手提電腦外殼由于薄壁,要考慮加熱系統(tǒng)布置,使金屬流動性能提高。
八、壓鑄參數(shù)
在壓鑄生產(chǎn)過程中,選擇合適的工藝參數(shù)是獲取優(yōu)質(zhì)壓鑄件,發(fā)揮壓鑄機最大生產(chǎn)率的先決條件,是正確設計壓鑄模的依據(jù)。壓鑄時,影響合金液充填成型的因素很多,其中主要有壓射壓力、壓射速度、充填時間和模具溫度等。這些因素互相影響,互相制約,調(diào)整一個因素會引起相應的工藝因素變化,因此,正確選擇各工藝參數(shù)十分重要。
①壓射速度:由于壓鑄件壁厚和復雜程度不同,工藝參數(shù)選擇的變化范圍很大,鎂合金同鋅、鋁合金相比,流動性更好,慣性更小,而且由于鎂的凝固潛熱小,熱容也小,要在金屬凝固之前充填整個型腔,因此,鎂合金壓鑄的速度要高于鋁合金,鎂合金壓鑄的沖頭速度比鋁合金快約30%,最大甚至超過9m/s。
②建壓時間:由于鎂的凝固潛熱較小,鎂合金在充滿整個型腔后,要迅速地建壓,以補充型腔內(nèi)金屬凝固的收縮,因為在內(nèi)澆口凝固以后再增壓已失去意義,所以鎂合金壓鑄要求建壓時間短于鋁合金。力勁機目前的建壓時間在20ms以內(nèi)。
③模具溫度:由于鎂錠的凝固潛熱較小,金屬液以高速度填充型腔,快速凝固,不但能夠縮短壓鑄循環(huán)周期,提高生產(chǎn)效率,而且也減少了模具的熱疲勞,大大延長了模具的使用壽命。在壓鑄鎂合金時,通常要保持模具的溫度穩(wěn)定。鎂合金壓鑄時模具溫度通常保持在220-280℃之間。
在鎂合金壓鑄過程中,如果工藝參數(shù)設計得當,鎂合金將表現(xiàn)出比鋁合金更好的壓鑄工藝性能。
九、模具潤滑
鎂合金和鋁合金相比更不易蝕模,原因是鎂合金中鐵的含量非常低。然而,當熱金屬高速沖擊模具的某些部件時,可能產(chǎn)生焊接現(xiàn)象。使用合適的模具潤滑劑可以減少這種趨勢。最常用的是基于水的潤滑劑。由于鎂合金的熱容只有鋁合金的2/3,因此不需要把潤滑劑用于冷卻媒介,并且使用時間應盡可能的短,一般為鋁合金的50%。為減少水的含量,通常使用較高濃度的潤滑劑。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數(shù)據(jù)處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環(huán)境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF