1 面向變型零件的數(shù)控編程原理
零件的變型設(shè)計(jì)是指在已有的主模型零件的基礎(chǔ)上,對(duì)已存在零件的設(shè)計(jì)結(jié)構(gòu)的局部調(diào)整或/和某些設(shè)計(jì)參數(shù)的修改,這種修改一般不破壞原設(shè)計(jì)的基本原理和幾何結(jié)構(gòu)特征。本文主要考慮相對(duì)于主模型零件只有幾何參數(shù)的改變,而幾何結(jié)構(gòu)特征不改變的變型零件的NC程序快速生成方法。
變型設(shè)計(jì)的原理決定了變型零件與主模型零件是相似的,而變型零件與主模型零件的相似性決定了變型零件的NC程序和主模型零件的NC程序之間具有相似性。利用這種相似性,建立基于主模型零件的NC程序主模板,用變型零件的加工特征的幾何數(shù)據(jù)驅(qū)動(dòng)NC程序主模板,生成變型零件的NC程序。
1.1 數(shù)控程序主模板
NC程序主模板是實(shí)現(xiàn)變型零件NC程序數(shù)據(jù)驅(qū)動(dòng)式生成的基礎(chǔ),它定義了零件各個(gè)加工特征的幾何形狀和尺寸、加工順序、走刀方式、工藝參數(shù)和切削參數(shù)等,而不是具體的NC加工程序。
在變型設(shè)計(jì)中,變型零件相對(duì)于主模型零件只是尺寸在一定范圍內(nèi)的調(diào)整,而幾何拓?fù)浣Y(jié)構(gòu)沒(méi)有發(fā)生變化。所以,變型零件的每個(gè)加工特征的幾何特征不會(huì)發(fā)生變化,相應(yīng)的加工方式和走刀方式也不會(huì)發(fā)生變化。零件的加工過(guò)程可以看成對(duì)組成該零件的加工特征進(jìn)行加工的總和,那么對(duì)各個(gè)加工特征依次加工后即完成了零件的加工。
可見(jiàn),NC程序主模板是以零件的各個(gè)加工特征為基本單元進(jìn)行構(gòu)建的,每個(gè)單元的數(shù)據(jù)包括該加工特征的加工工藝數(shù)據(jù),以及描述該加工特征的幾何數(shù)據(jù)。NC程序主模板以零件的加工特征為單元,可以實(shí)現(xiàn)模板結(jié)構(gòu)的模塊化。同時(shí),針對(duì)每類加工特征單元,設(shè)計(jì)相應(yīng)的NC程序生成模塊,通過(guò)對(duì)模板的分析處理,實(shí)現(xiàn)加工該特征的NC加工程序的自動(dòng)生成。
1.1.1 零件加工特征的劃分
零件的加工特征是零件的組成單元,包含各種幾何實(shí)體造型信息、工藝信息和制造信息,并且能被設(shè)計(jì)系統(tǒng)、工藝編制系統(tǒng)和制造系統(tǒng)充分有效利用而設(shè)計(jì)并加工成形的集合單元,如平面、外切削環(huán)、槽、孔、倒角等都是零件的加工特征。這些加工特征可進(jìn)一步細(xì)分,如平面按形狀分為圓環(huán)面、矩形面等,按與相鄰面之間的關(guān)系分為凸臺(tái)面、凹槽面、臺(tái)階面等。對(duì)加工特征的細(xì)分有助于編制與加工特征相應(yīng)的NC程序生成模塊,保證生成的NC程序的正確性與高效率。
1.1.2 數(shù)控程序主模板的結(jié)構(gòu)
NC程序主模板的結(jié)構(gòu)如圖1所示,模板中的數(shù)據(jù)單元按照工藝規(guī)劃中的各個(gè)加工特征的加工順序來(lái)存放,每個(gè)數(shù)據(jù)單元包括相應(yīng)加工特征的工藝參數(shù)數(shù)據(jù)段和幾何數(shù)據(jù)段。

圖1 NC程序主模板的結(jié)構(gòu)
(1)工藝參數(shù) 包括刀具的選擇、切削用量的確定、走刀方式的確定、對(duì)刀點(diǎn)和換刀點(diǎn)的選擇,以及刀具的補(bǔ)償?shù)刃畔ⅰT趧?chuàng)建NC程序主模板的時(shí)候,這些數(shù)據(jù)是按照主模型零件來(lái)設(shè)置的。在由NC程序主模板生成所對(duì)應(yīng)的主模型零件的NC程序時(shí),直接使用NC程序主模板的工藝參數(shù)即可;而生成其變型零件的NC程序時(shí),需要在工藝決策庫(kù)的支持下,根據(jù)變型后的零件尺寸調(diào)整工藝參數(shù)。
(2)幾何數(shù)據(jù) 用于描述加工特征的幾何形狀、位置和尺寸。該數(shù)據(jù)段的數(shù)據(jù)存儲(chǔ)格式為:“$$特征對(duì)象的類型 對(duì)象名稱 (起點(diǎn)坐標(biāo)X,起點(diǎn)坐標(biāo)y) (終點(diǎn)坐標(biāo)X,終點(diǎn)坐標(biāo)y) (圓心坐標(biāo)X,圓心坐標(biāo)y) 半徑 順/逆時(shí)針 ”。該數(shù)據(jù)存儲(chǔ)格式可以完整地描述組成零件加工特征區(qū)域的對(duì)象信息。各數(shù)據(jù)項(xiàng)的含義如表1所示。
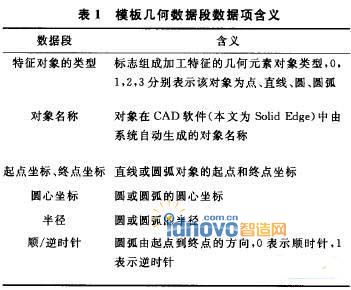
表1
1.2 變型零件數(shù)控程序生成原理
首先,在主模型零件建立后,對(duì)其進(jìn)行加工工藝分析,確定零件各加工特征的加工順序以及各加工特征的工藝參數(shù);其次,在二次開發(fā)的計(jì)算機(jī)輔助設(shè)計(jì)(Computer Aided Design,CAD)/計(jì)算機(jī)輔助制造(Computer Aided Manufacturing,CAM)軟件環(huán)境下,在已有的工藝分析基礎(chǔ)上,通過(guò)人機(jī)交互,建立主模型零件的NC程序主模板;再次,對(duì)主模型零件進(jìn)行變型設(shè)計(jì),生成新的變型零件實(shí)例后,在CAD/CAM軟件環(huán)境下,系統(tǒng)讀取變型零件的加工特征的幾何數(shù)據(jù),更新主模板中相應(yīng)的幾何數(shù)據(jù),并在工藝決策庫(kù)的支持下,根據(jù)新零件的幾何尺寸,自動(dòng)判別,選取合適的工藝參數(shù);最后,通過(guò)NC程序生成模塊的處理,生成相應(yīng)變型零件的G代碼。變型設(shè)計(jì)與NC編程的原理如圖2所示。
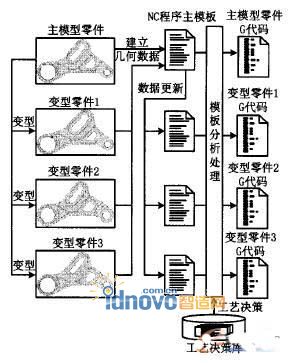
圖2 基于零件變型設(shè)計(jì)的Nc編程原理
2 系統(tǒng)功能模型
基于上述原理開發(fā)的NC編程系統(tǒng)主要包括NC程序主模板生成模塊、刀位文件生成模塊、后置處理模塊、NC程序仿真模塊和產(chǎn)品數(shù)據(jù)管理(Product Data Management,PDM)接口模塊5個(gè)功能模塊,如圖3所示。

圖3 系統(tǒng)功能模塊
(1)NC程序主模板生成模塊 通過(guò)人機(jī)交互的方式,在CAD/CAM 環(huán)境下提取零件加工特征區(qū)域的幾何數(shù)據(jù),并與該加工特征的加工工藝參數(shù)一起,以特定的數(shù)據(jù)格式保存為模板文件。
(2)刀位文件生成模塊 該模塊以NC程序主模板文件為數(shù)據(jù)輸入,通過(guò)分析處理加工特征的幾何數(shù)據(jù),判斷加工特征類型,調(diào)用相應(yīng)的程序處理模塊,并結(jié)合工藝參數(shù)數(shù)據(jù),生成刀位文件。
(3)后置處理模塊 不同的NC系統(tǒng),在NC代碼的含義、程序段格式、刀具半徑補(bǔ)償、坐標(biāo)表示方式等方面都存在差異。后置處理就是對(duì)一定規(guī)范化格式的刀位文件進(jìn)行閱讀、分析和判斷,編譯成相應(yīng)NC系統(tǒng)的NC加工代碼,最后將NC加工代碼以一定的格式儲(chǔ)存起來(lái)。
(4)NC程序仿真模塊 對(duì)系統(tǒng)生成的NC加工G代碼文件在虛擬環(huán)境下進(jìn)行仿真,以檢驗(yàn)程序的正確性。
(5)PDM 接口模塊 通過(guò)對(duì)PDM 進(jìn)行二次開發(fā),實(shí)現(xiàn)NC編程系統(tǒng)與PDM 系統(tǒng)的集成,進(jìn)一步實(shí)現(xiàn)零件主模型、NC程序主模板、變型零件3維模型,以及NC加工程序的有效管理和共享。
限于篇幅,本文主要討論與NC程序生成直接相關(guān)的前3個(gè)模塊的實(shí)現(xiàn)。
3 系統(tǒng)設(shè)計(jì)與實(shí)現(xiàn)
3.1 系統(tǒng)框架結(jié)構(gòu)
基于以上分析,本文以Solid Edge 15為CAD系統(tǒng)平臺(tái),以Microsoft SQL Server 2000為數(shù)據(jù)庫(kù)管理平臺(tái),并以TiPDM 為產(chǎn)品數(shù)據(jù)管理支撐環(huán)境,以Visual Basic 6.0為編程工具,開發(fā)了面向變型設(shè)計(jì)零件的NC程序快速編程系統(tǒng),系統(tǒng)總體設(shè)計(jì)框架如圖4所示。
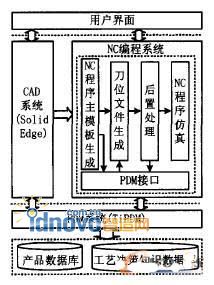
圖4 NC編程系統(tǒng)框架結(jié)構(gòu)
NC編程系統(tǒng)內(nèi)部各功能模塊的數(shù)據(jù)流如圖4所示。利用Solid Edge提供的二次開發(fā)接口對(duì)Solid Edge進(jìn)行二次開發(fā),實(shí)現(xiàn)了零件加工特征的幾何數(shù)據(jù)的提取。工藝決策數(shù)據(jù)與PDM 的產(chǎn)品數(shù)據(jù)一起封裝在一個(gè)數(shù)據(jù)庫(kù)中,由PDM 系統(tǒng)統(tǒng)一管理,NC程序生成過(guò)程中的工藝數(shù)據(jù)通過(guò)訪問(wèn)PDM 系統(tǒng)獲得。同時(shí),與PDM 的集成實(shí)現(xiàn)了模板文件和G代碼文件的存儲(chǔ)和管理。
3.2 系統(tǒng)運(yùn)行模式
3.2.1 數(shù)控程序主模板的生成
首先,對(duì)主模型零件進(jìn)行工藝分析,確定待加工的各加工特征及加工順序。然后,按已確定的工序依次設(shè)置各加工特征的工藝參數(shù),在CAD環(huán)境中選取相應(yīng)的特征加工對(duì)象,提取選擇對(duì)象的名稱和幾何數(shù)據(jù),直到完成所有的加工特征,如圖5所示。這一過(guò)程結(jié)束后,NC程序主模板即完成建立。

圖5 NC程序主模板建立流程
3.2.2 由數(shù)控程序主模板生成G代碼
NC程序主模板定義了主模型零件的工藝信息和幾何信息,由它可以生成主模型零件及其變型零件的G代碼。圖6表示了系統(tǒng)的工作流程。
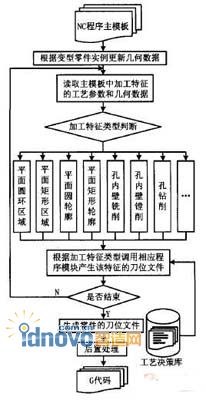
圖6 基于NC程J予主模板的數(shù)控G代碼生成
變型零件生成后,系統(tǒng)調(diào)用相應(yīng)的NC程序主模板,在CAD/CAM一體化環(huán)境下對(duì)模板的幾何數(shù)據(jù)自動(dòng)進(jìn)行更新,即用變型零件的加工特征的幾何數(shù)據(jù)替換NC程序主模板中相對(duì)應(yīng)的數(shù)據(jù)(如果生成主模型零件的NC程序則不需要這個(gè)過(guò)程)。然后,依次讀取主模板中包含的各加工特征的工藝數(shù)據(jù)和幾何數(shù)據(jù),根據(jù)加工特征的類型,調(diào)用與該加工特征類型對(duì)應(yīng)的NC程序生成模塊,生成該加工特征的刀位文件。當(dāng)模板中所有加工特征的刀位文件生成后,鏈接各刀位文件生成變型零件的刀位文件。最后,對(duì)刀位文件進(jìn)行后置處理生成變型零件的G代碼。
系統(tǒng)針對(duì)每種類型的加工特征都有相對(duì)應(yīng)的程序處理模塊。由于對(duì)特定類型的加工特征有成熟的加工工藝,針對(duì)各種類型的加工特征開發(fā)相應(yīng)的處理模塊能更合理地生成符合加工要求的G代碼。
在由NC程序主模板生成G代碼的過(guò)程中,需要在工藝決策庫(kù)的支持下對(duì)其進(jìn)行工藝決策。零件變型后,由于加工特征幾何尺寸的變化超出一定的范圍,使原有的刀具、主軸轉(zhuǎn)速和進(jìn)給速度等不再適合的時(shí)候,就需要工藝決策庫(kù)的支持。根據(jù)決策庫(kù)所規(guī)定的規(guī)則,自動(dòng)選取合適的刀具、主軸轉(zhuǎn)速和進(jìn)給速度等。工藝決策庫(kù)定義了各個(gè)加工特征在不同尺寸范圍內(nèi)所對(duì)應(yīng)的工藝數(shù)據(jù)。當(dāng)變型零件加工特征的尺寸不在工藝決策庫(kù)定義的尺寸范圍時(shí),工藝人員依據(jù)工藝要求,向工藝決策庫(kù)添加滿足當(dāng)前變型零件尺寸的工藝數(shù)據(jù),以生成當(dāng)前變型零件的G代碼。
4 實(shí)例
現(xiàn)以紡織機(jī)械零件扇形齒臂為例進(jìn)行說(shuō)明。如圖7所示,對(duì)扇形齒臂主模型零件進(jìn)行工藝分析,確定其加工特征的加工順序?yàn)椋恒姶髨A環(huán)面,銑弧形臺(tái)階面,鏜大圓孔內(nèi)壁,鉆小圓孔,鉆圓形陣列孔,鉆弧形陣列孔。在Solid Edge和NC編程系統(tǒng)支持下按此加工順序依次提取各加工特征的信息,建立NC程序主模板。
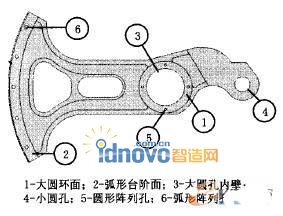
圖7 扇形齒臂主模型零件加工特征
根據(jù)不同客戶的不同需求,在主模型零件的基礎(chǔ)上進(jìn)行變型設(shè)計(jì),如調(diào)整大圓孔與小圓孔的直徑,以及弧形臺(tái)階面所對(duì)應(yīng)的圓心角,生成新的變型零件。系統(tǒng)通過(guò)調(diào)用主模型零件的NC程序主模板,在CAD/CAM集成環(huán)境下,自動(dòng)生成了變型零件的G代碼,如圖8所示。
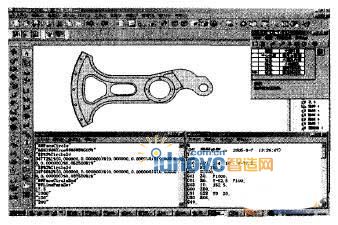
圖8 系統(tǒng)運(yùn)行實(shí)例
5 結(jié)束語(yǔ)
基于零件變型設(shè)計(jì)的原理特點(diǎn),本文提出了基于主模型零件NC程序主模板的變型零件NC程序的快速生成方法,提高了變型零件NC程序的編制效率,并開發(fā)了相應(yīng)的CAM 軟件系統(tǒng)。以紡機(jī)零件扇形齒臂為例對(duì)該系統(tǒng)進(jìn)行了演示,該系統(tǒng)已應(yīng)用在某紡機(jī)集團(tuán)的劍桿織機(jī)變型設(shè)計(jì)系統(tǒng)中。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF