序言
在國家重大規劃基礎研究項目"新一代鋼鐵材料重大基礎研究"中,將通過晶粒超細化實現鋼材強度韌性提高一倍的目標。對于超細晶粒鋼而言,熱影響區(HAZ)晶粒粗化導致的性能惡化及不適當焊接熱輸入導致的HAZ軟化將是最主要的問題。研究焊接熱循環對母材組織、性能的影響規律及研究適合超細晶粒鋼的新型焊接技術和工藝是非常必要的。
日本在其"超級鋼"規劃中,將超級鋼焊接技術作為三個研究主題之一,在800MPa級高強度課題中更將焊接置于極其重要的位置[1,2]。韓國在新世紀高性能結構鋼中也非常重視超細晶粒鋼的焊接問題[3],為使焊接接頭具有90%以上的母材性能(強度、韌性),從焊接技術、焊接材料和焊接工藝三個方向全面開展工作。
作者對超細晶粒鋼焊接熱影響區晶粒長大規律進行了初步的研究,進行了脈沖MAG、激光焊等方法對超細晶粒鋼的適應性研究,以及利用焊后特殊處理技術提高焊接接頭性能的探索性研究工作。
1 試驗用超細晶粒鋼及試驗研究
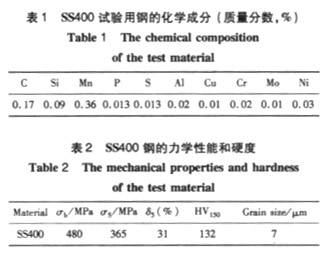
試驗用材為400MPa級課題組在寶鋼軋制的SS400熱軋鋼板,該材料的研究目標是通過晶粒細化使屈服強度提高一倍,板厚3mm,其化學成分和力學性能如表1和表2所示。材料的原始鐵素體尺寸為6~8μm。
在本研究中,用焊接熱模擬試驗研究了焊接熱影響區的晶粒長大規律,研究了400MPa級超細晶粒鋼的脈沖MAG焊接適應性、熱影響區組織及焊接接頭力學性能。
2 超細晶粒鋼的HAZ晶粒長大趨勢和組織及性能
為研究焊接熱循環對超細晶粒鋼的影響,利用Gleeble-1500焊接熱模擬試驗機對試驗材料進行了焊接熱模擬試驗,試驗設計如下。 (1) 加熱峰值溫度固定Tp=1350℃改變冷卻速度t8/5從3~24S,模擬在不同焊接熱輸入條件下熱影響區粗晶區的組織和性能。 (2) 冷卻速度固定t8/5=5s,改變峰值溫度Tp從1400~650℃,模擬在同一焊接熱輸入條件下,焊接熱影響區不同部位的組織和性能。 焊接熱模擬試驗結果如圖1所示。圖1a為焊接熱輸入對粗晶區原始奧氏體晶粒尺寸的影響,在峰值溫度為1350℃時,隨著t8/5逐漸增加,即隨著焊接熱輸入的增加,熱影響區粗晶區的原奧氏體粒徑不斷增加,當t8/5為20s時,奧氏體粒徑達到170μm,這說明超細晶粒鋼焊接熱影響區晶粒長大傾向嚴重,奧氏體粒徑受t8/5的影響很大,在條件允許的情況下,應盡可能采用低熱輸入焊接,加快焊接冷卻速率。圖1b為t8/5=5s時峰值溫度對原始奧氏體晶粒尺寸的影響,當Tp介于1100~1200℃時,奧氏體粒徑明顯開始粗化,可把這個溫度區間作為SS400鋼的粗化溫度。當Tp>1350℃時,奧氏體晶粒不再繼續粗化,而奧氏體晶粒有所減小,這有可能是因為在奧氏體晶界局部熔化導致晶粒尺寸有所減小。圖1c、d為顯微硬度測量結果。由上面圖表的數據可以得出:隨著t8/5增加,熱影響區粗晶區的硬度逐漸降低并趨于平穩,當t8/5=3s時,硬度最大。當t8/5=5s時,隨著峰值溫度Tp的升高,其顯微硬度逐漸增加,當Tp=1400℃時,其硬度達到最大。經t8/5=5s,不同峰值溫度的焊接熱模擬后,SS400鋼的整個熱影響區硬度都不低于母材,于是可以預言:當t8/5時,SS400鋼的熱影響區不會出現軟化現象。
 #p#分頁標題#e#
#p#分頁標題#e#
3 400MPa級超細晶粒鋼的脈沖MAG焊接適用性研究
將試板對接,壓緊在鑲有成形銅條的工作臺上,采用95%Ar+5%CO2(質量分數)氣體保護進行低熱輸入脈沖MAG焊接。三種規范下的SS400鋼脈沖MAG焊接。三種規范下的SS400鋼脈沖MAG焊接規范及其相對應的焊接接頭的拉伸性能列于表3。
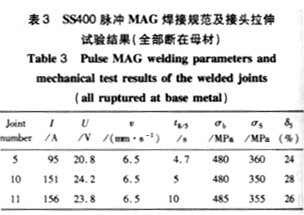
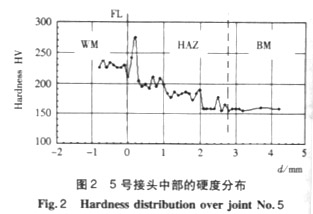
因超細晶粒鋼主要是在形變條件下獲取細晶的,不能通過熱處理手段來恢復,所以焊后HAZ會出現軟化,尤其當高熱輸入時,就更加明顯。不過這種局部軟化對接頭整體強度的影響是受其它因素控制的,如局部軟化區的寬度、板厚和焊縫強度匹配等因素。三種規范下的SS400接頭拉伸均斷在母材,說明至少當t8/5<10s時,SS400鋼接頭中的HAZ不存在軟化問題。從接頭的硬度分布(圖2)也可看出SS400鋼5號接頭的熱影響區不存在軟化問題,這一點與焊接熱模擬試驗結果一致。
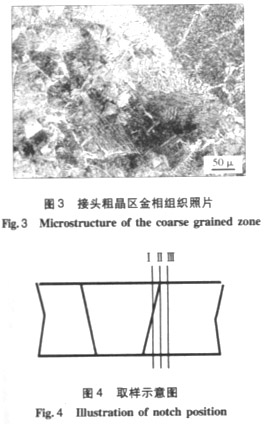
在焊接熱影響區的粗晶區晶粒長大嚴重,如圖3所示。其組織以貝氏體為主,沿原奧氏體晶界,有較多的側板條鐵素體,這樣的組織韌性水平往往較低。
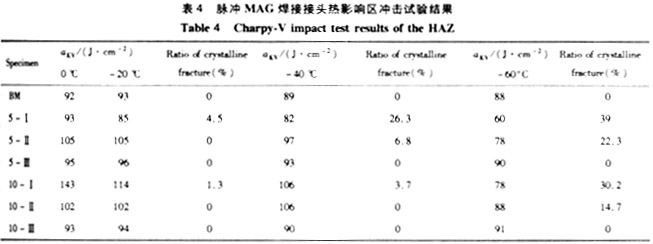
為評估熱影響區的韌性不平,從焊接試板上取樣進行V型缺口沖擊試驗,試樣尺寸2.5mm×10mm×55mm,取樣位置如圖4所示,試驗結果列于表4。
表中Ⅰ、Ⅱ、Ⅲ為試樣的位置,其中Ⅱ為焊腳熔合線,向焊縫側移2mm為I,向母材側移2mm為10S。單從沖擊功試驗結果來看,熱影響區的數值與母材相比并無明顯差距,但低溫試驗熱影響區斷口結晶狀的比例高于母材。位置I裂紋擴展前沿由焊縫+粗晶區+母材組成,結晶狀斷口比例最高;位置Ⅱ由粗晶區+細晶區+母材組成,結晶狀斷口比例次高;位置Ⅲ由細晶區+母材組成,結晶狀斷口比例與母材相同。這些結果顯然與裂紋前沿粗晶區所占的比例有關,位置I的粗晶區所占的比例最高,結晶狀斷口比例也最高,位置Ⅲ粗晶區所占的比例為零,結晶狀斷口比例也與母材一樣為零,這說明粗晶區的韌性低于母材。然而,由于焊接接頭,特別是熔合線附近,為復合組織,韌性較差的粗晶區只占裂紋擴展前沿很小的比例,所以焊接接頭的抗裂性能與母材相比并不一定會有明顯差距,這在沖擊值中已有所體現。然而,由于試件以尺寸很小,厚度僅僅2.5mm,試驗的結論尚須通過斷裂韌性試驗進一步證實。
4 結論
(1)超細晶粒鋼焊接熱影響區有嚴重的晶粒長大傾向,長大程度隨焊接熱輸入增長而迅速增長。
(2)雖然400MPa級超細晶粒鋼焊接影響區晶粒嚴重粗化,但不存在軟化現象。
(3)焊接熱響區中有明顯有脆性組織,但缺口沖擊功上難以看出脆化現象。從結晶狀斷口比例來看,缺口前沿粗晶區組織越多,結晶狀斷口比例越大,這說明粗晶區的韌性低于母材,但這種局部脆性區對焊接接頭的韌性有多大影響,尚須進一步研究證實。
相關文章
- 2021-04-20中文版AutoCAD 2016機械設計從入門到精通 [CAD輔助設
- 2021-04-11中文版AutoCAD2016機械設計從入門到精通 CAD輔助設計
- 2016-01-03中國電子科技集團公司第28研究所科研大樓施工圖+效果
- 2015-05-27某研究院泰州青少年活動中心施工圖及效果圖下載
- 2013-08-20化工研究院信息管理大樓施工圖免費下載
- 2013-05-24自動焊接機床床身裝配圖免費下載
- 2013-05-20蝸桿蝸輪傳動全焊接固定球閥
- 2013-04-25設計研究院出圖的一套一千多方的精裝修辦公室圖紙
- 2012-05-14某國際機場擴建工程南區給水泵站工程施工組織設計圖下
- 2012-04-27CAD焊接符號圖庫大全免費下載