1 梯度功能陶瓷刀具的三維機械應力場計算模型
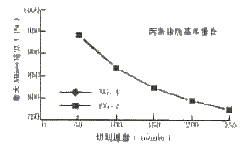
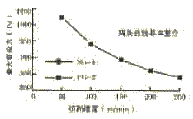
| v(m/min) | 50 100 150Fz(N) | 74.9 68.9 65.4FX(N) | 59.9 55.1 52.3FY(N) | 37.5 34.5 32.7
|---|
| #p#分頁標題#e#層號 | 比重r (g·cm-3) |
導熱系數k(20℃) [w·(mK)-1] |
比熱C(20℃) [cal·(gK)-1] |
熱膨脹系數a(20℃) (×106/K-1) |
彈性模量E (GPa) |
泊松比v | 4 5.666 35.16 0.127 7.660 424.7 0.242 3/5 5.94 34.35 0.121 7.522 432.6 0.239 2/6 6.22 33.55 0.115 7.386 440.7 0.235 1/7 6.50 32.77 0.110 7.251 448.9 0.232
|---|
2 三維機械應力場的計算結果及分析

3 結論
相關文章
- 2021-08-03Autodesk RevitStructure2012應用寶典 [歐特克軟件(中
- 2021-08-02Autodesk RevitMEP2012應用寶典 [歐特克軟件(中國)有限
- 2021-08-02Autodesk Revit2013族達人速成 [歐特克軟件(中國)有限公
- 2021-07-31Autodesk Revit2012族達人速成 [歐特克軟件(中國)有限公
- 2021-07-31Autodesk EcotectAnalysis2011綠色建筑分析應用全彩 [
- 2021-07-23AutoCAD 機械設計生產一線實用案例詳解2013中文版_北
- 2021-07-23AutoCAD 機械設計入門與提高2014版 [北京兆迪科技有限
- 2021-07-23AutoCAD 機械設計經典教程2013中文版_北京兆迪科技有
- 2021-07-21AutoCAD 機械零部件設計經典范例2014版 [北京兆迪科技
- 2021-07-12AUTODESKREVIT2014五天建筑達人速成 [歐特克軟件(中國)