一、基本情況及需求
某大型軍工企業(yè)(因保密原因不能明示單位名稱)現有數控機床132臺,分布在3個車間,有1個車間的部分設備于2002年采用了其他開發(fā)商提供的多串口卡方式的多路DNC硬件系統(tǒng)(4個點)。企業(yè)車間分布如圖1所示。
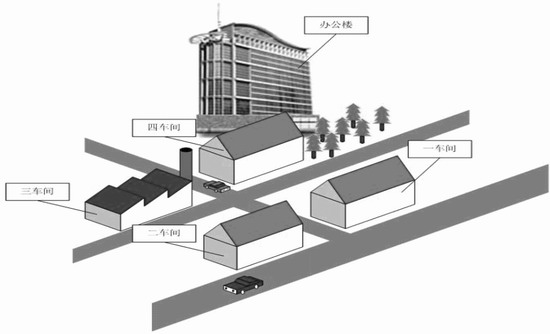
圖1 企業(yè)車間分布圖
1. 企業(yè)網絡現狀
企業(yè)的信息中心在辦公大樓內。企業(yè)內部已經通過光纖將以太網絡布置到各車間。主服務器在信息中心。各車間均有至少1臺終端計算機。企業(yè)共有四個車間:一車間為裝配車間;二車間為鈑金車間;三車間為熱處理車間;四車間為機加工車間。除三車間無需要聯(lián)網的數控設備外,其余車間均有需要聯(lián)網的數控設備,其中四車間原來有一套4個點的多路DNC系統(tǒng)。該系統(tǒng)采用明線布線,硬件為一塊杰瑞的PX4-L多串口卡,只能實現簡單的數據發(fā)送和接收。
2. 機床編程通信現狀
各車間現有的數控系統(tǒng)比較繁雜。大多數簡單的二維程序由車間機床操作工編制,部分復雜程序由車間工藝人員編制(如復雜工裝三維程序),主要工件的復雜程序由廠工藝處編制(如復雜的3~5軸程序)。各車間數控設備累計132臺,具體數控設備情況如表1所示。
表1 企業(yè)數控設備列表

目前,該企業(yè)自身的網絡信息化狀況是:企業(yè)已經配有ERP系統(tǒng)、PDM系統(tǒng)和OA系統(tǒng),在設計和工藝部門也都全部應用了CAD/CAM系統(tǒng)。
二、企業(yè)實施CAXA網絡DNC前存在的問題
(1)現有的ERP、PDM和OA系統(tǒng)不適應目前的車間生產管理,更無法管理數控機床及其數控加工,在數控機床管理方面形成一個孤島;
(2)企業(yè)內各類設備中,數控設備逐漸占據主要地位,急需對這些設備進行網絡化管理,包括開機率、任務分配等;
(3)全廠沒有對數控設備的加工代碼進行統(tǒng)一管理,同一個工件的加工代碼,有多個不同版本在使用,有時會造成非常可怕的后果;
(4)機床操作者在機床上編制的代碼,由于機床存儲空間有限,往往難以長期保存,且同一臺機床由于存在多個操作工,這些代碼無法與被加工零件、編程人員掛鉤,沒有可追溯性;
(5)代碼的傳輸,以前大多數都是手工在機床上輸入,效率低下且容易出錯;
(6)加工文檔和代碼的安全性沒有保障。
三、方案整體建議
經多方比較,我們決定采用CAXA網絡DNC,將機床、加工文檔、代碼及相關人員進行統(tǒng)一管理,控制各相關人員的權限。所有與機床有關的文檔、代碼均由CAXA網絡DNC自動進行操作記錄,讓這類文檔的歷史、版本、操作均有據可查,所有人員能看到的文檔均為統(tǒng)一的最新版本。由工藝人員使用CAM軟件編制的代碼,機床操作人員不用再手工輸入,可通過網絡下載到機床。機床操作人員編制的代碼,由CAXA網絡DNC上載到服務器相應的機床目錄下統(tǒng)一管理。下面是具體的建議。
一車間為裝配車間,測量儀是在單獨隔間內,該測量儀控制部分使用了標準PC,具有以太網卡,且操作系統(tǒng)為Windows 2000,因此可直接在該測量儀的PC上直接安裝CAXA網絡DNC管理模塊的客戶端。8臺大型鉆銑床距離比較遠,且穿線困難,需要從控制面板后的串口引線穿吊線橋、過坦克鏈才能進機柜,因此在這8臺大型鉆銑床局部采用無線通信方案。#p#分頁標題#e#
二車間為數控沖車間,所有設備都具備RS232接口,設備間距比較大,但車間總長未超過200m,在車間中部放置網絡交換機,然后采用正常的CAXA網絡DNC接入方式。
四車間為主要的機加工車間,設備數量、型號繁多,加之原有的一套4點多串口卡系統(tǒng),為不浪費原有的硬件,CAXA建議將原來的4個點多路DNC系統(tǒng)(多串口卡)并入CAXA網絡DNC系統(tǒng),其他均采用正常的CAXA網絡DNC接入方式。
四、方案結構及實施過程
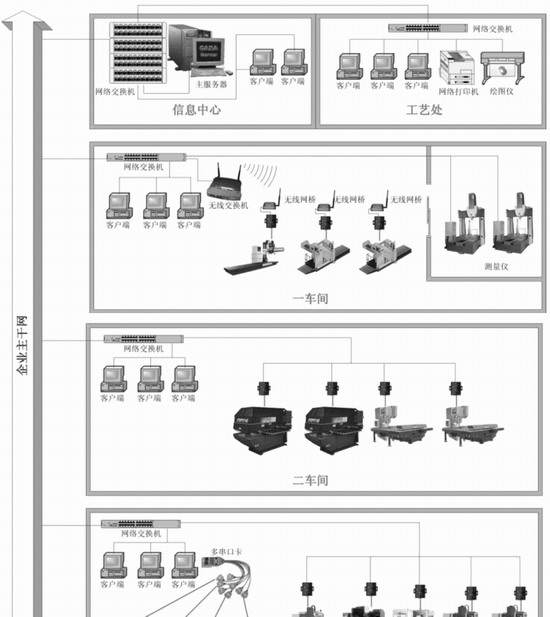
具體的方案結構框圖如圖2所示。服務器端軟件安裝在一臺主服務器上(服務器由企業(yè)自備),客戶端軟件安裝在企業(yè)局域網絡上的任意一臺可適合安裝的計算機上。其他與代碼相關的CAD/CAM/CAPP/MS Office軟件都可集成在CAXA網絡DNC系統(tǒng)中。
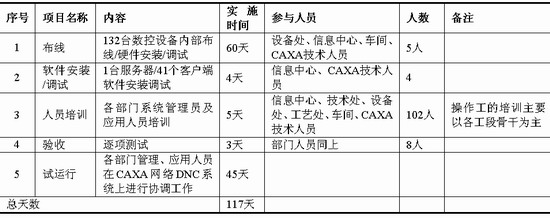
該企業(yè)的CAXA網絡DNC的方案的實施過程,歷時117天,具體日程如表2所示。
五、實施效果
(1)成功實現了軟件集成
CAD/CAM/CAPP/Office等應用軟件被成功地集成了在CAXA網絡DNC平臺上,使這些軟件的應用從PDM的產品結構樹延伸到了具體的數控設備。
在該企業(yè)的CAXA網絡NDC平臺上集成的軟件包括UG、MasterCAM、AutoCAD、Protel 、CAXA制造工程師、CAXA電子圖板、CAXA工藝圖表和MS Office等。這些不同的軟件系統(tǒng)能夠在CAXA網絡DNC平臺下運行,它們所生成的文檔自動由CAXA網絡DNC平臺接管,并由CAXA網絡DNC控制這些文檔的版本、歷史紀錄和流程。
(2)權限管理完備,適合該企業(yè)的結構管理
CAXA網絡DNC系統(tǒng)中可建立企業(yè)結構樹,按照結構樹來定義各部門的權限,同時還能按企業(yè)角色(崗位、職稱)來建立權限。每一個人能同時擁有多個不同的部門及角色,因此每一個人的權限是由不同的部門及角色復合而成的。人員不僅可按部門及角色的共性來分配權限,還能按其特性分配權限。
(3)加工代碼的版本、流程得到了控制
CAXA網絡DNC系統(tǒng)有較為豐富的加工代碼版本管理功能,因此采用它使得企業(yè)的加工代碼得到統(tǒng)一的管理,徹底解決了代碼版本管理混亂的問題。
(4)每一個機床操作工都有了很大的網絡存儲空間
機床操作工能夠將網絡上分配給他的空間作為機床存儲空間的延續(xù),不再受機床存儲空間的影響。
(5)提高了工作效率
由于實現了加工代碼資源的共享,從而免去了操作者大量錄入的時間,提高了工作效率。
(6)生產調度人員對數控機床負荷有了更具體的對照參數
在CAXA網絡DNC系統(tǒng)上,生產調度人員可以很直觀地進行加工代碼的分配,將代碼分配到各個機床。同時可利用CAXA網絡DNC的統(tǒng)計功能統(tǒng)計各機床代碼數量,利用機床反饋信息獲取機床實際加工量。
(7)設備處的設備管理與數控設備產生了真正關聯(lián)
設備處以往只能在ERP或PDM甚至孤立的個人PC中建立虛擬的機床表格、文檔及機床參數文件。現在可直接在CAXA網絡DNC上進行設備的管理,將與設備相關的文檔、參數文件等直接掛接在CAXA網絡DNC設備節(jié)點上。數控設備可直接通過CAXA網絡DNC從設備節(jié)點上獲取設備參數(如PLC代碼),也可以通過CAXA網絡DNC來直接統(tǒng)計機床開機率等相關信息。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環(huán)境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF