1 試驗材料及方法
試驗基體材料為Cr12MoV鋼,主要化學成分(質量分數, % , 下同) 為1145 ~ 1170C、≤ 0135Mn、≤0140Si、11100 ~12150Cr、≤0135Ni、0140 ~0160Mo、0115~0130V、≤0103S、≤0103P、余量Fe。表面噴涂粉末為WC2Ni60 和Cr2WC2Ni60 兩種,其中WC粉末的主要化學成分為9915鑄造WC、015其它,WC粒度為0103mm~0105mm; Ni60粉的主要化學成分為314~411B、414~610Si、018~112C、1410~1810Cr、1010~1510Fe、余量Ni。粉末配比為Cr2WC∶Ni60 = 1∶3,WC∶Ni60 = 1∶3。其中Cr2WC是用磁控濺射的方法在WC粉末外包覆一層Cr。采用QH22 /h型氧2乙炔火焰噴槍在基材上進行熱噴焊。工藝流程為試樣用丙酮超聲波清洗—噴焊前進行300℃~400℃預熱處理—表面粗化—噴涂約111mm~115mm厚的粉末—表層重熔—空氣冷卻—粗磨—細磨—精磨—拋光。試樣尺寸為: 18mm×8mm×12mm, 試樣硬度為57HRC~60HRC,加工后涂層的尺寸為18mm×8mm×(015~018)mm。
采用X射線衍射儀對涂層的物相進行定量分析,采用HXD21000TMC顯微硬度計沿涂層橫截面的對稱中線測定顯微硬度并測定其膜/基結合強度,載荷砝碼為1000g,加載時間為20 s。經研磨拋光后的試樣用30mL HF + 10mL HNO3 混合酸化學腐蝕,采用光學顯微鏡對涂層的橫截面組織結構進行觀察分析。
2 試驗結果與分析
211物相分析
圖1為Cr2WC2Ni60涂層的X射線衍射譜。由圖1可知,物相構成主要有Ni3 (Cr, Fe) 、W、WC、W2 C和Ni5 Si2 等,但沒有出現Cr相,表明Cr與Ni基合金相結合,形成了Ni、Cr化合物。相對應的衍射峰強為: I / I0(W2C) = 78%、I / I0 (WC) = 56% ,膜層上除了有WC和W2C占主要成分外,還有硬質相W 存在,這表明WC表面鍍Cr有一定的作用,防止了WC因為溫度高而發生分解。在噴焊過程中也可以看出,在熔池中有
顆粒出現,而未鍍Cr的WC熔池中沒有顆粒出現。
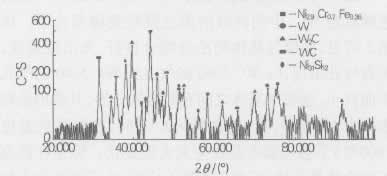
圖2為不同復合涂層的硬度分布曲線。由圖2可見,硬度由里及表逐漸增大, Cr2WC2Ni60涂層的硬度遠遠超過WC2Ni60涂層的硬度。在圖2a中熔合區,可以看到較高的硬度點達到了1521177,原因是涂層中分布著極硬的硬質相碳化物和硼化物,提高了復合涂層的耐磨性,且形成了大量的Ni2Cr固溶體,使涂層得到固溶強化和彌散強化,界面結合處變化平緩,沒有明顯的躍遷和裂紋,并有良好的冶金結合,提高了界面性能;熱影響區向著母材方向硬度逐漸下降,這一硬度分布特征正是合金元素在界面兩側發生擴散及涂層中各種元素的共同作用使涂層與母材間形成了牢固的冶金結合。從而降低了界面兩側材料在性能上的明顯差異,進一步提高了界面的結合強度,而圖2b中,涂層的最高硬度值僅達到1021165, Cr2WC2Ni60復合涂層的硬度比WC2Ni60復合涂層的高01倍。#p#分頁標題#e#

(a) Cr2WC2Ni60 (b) WC2Ni60
213 顯微組織分析
圖3為不同復合涂層的SEM照片。圖3中的白色顆粒是WC,中間彌散的黑色顆粒是鎳基合金。由圖3可見,涂層與基體的冶金結合良好,未出現裂紋,但有氣孔出現, Cr2WC2Ni60的氣孔比WC2Ni60的氣孔少而且小,涂層與基體之間有明顯的分界,其原因是粉末中含Cr較多,當Cr含量> 0112時,在較高的溫度800℃)下強度都不會發生太大的變化。但是在高溫下碳化鎢易分解,不利于工程上應用,為了解決這個問題,在碳化鎢粒子外面包覆一層Cr膜具有較高的熱穩定性[5] 。在高溫過程中,鑄造WC2Ni60表面層與基體Cr12MoV之間會產生一定量的相互溶解擴散,其中的W、C原子向金屬基體中擴散,使基體中的碳及合金元素含量增加。由涂層的表面形貌看(圖4) ,WC2Ni60涂層試樣的WC粒子與Ni基合金呈嵌入式生長; 而Cr2WC2Ni60涂層,由于在碳化鎢外包一層鉻,與鎳基合金有良好的冶金結合,在其周圍出現了平面晶和枝晶的混合共晶組織,枝桿上是γ2Ni,枝間是Ni, Cr基等第二相硬質相點,因此明顯提高其耐磨性能,尤其是

圖3 不同復合涂層的SEM照片
(a) Cr2WC2Ni60 (b) WC2Ni60

(a) Cr2WC2Ni60 (b) WC2Ni60
Ni2Cr2W2RE合金粉末噴熔層的顯微組織與耐磨性能蘇義祥,黃仲佳,王智平,路 陽(蘭州理工大學材料科學與工程學院,甘肅蘭州 730050)摘要:對Ni2Cr2W2RE合金粉末噴熔層的微觀組織與耐磨性能進行了分析研究,結果表明:噴熔層中的析出相主要有硼化物和碳化物;這些硬質相分布均勻、細小、邊緣圓滑,耐磨性能很好; Ni2Cr固溶體基體對耐磨相有很好的支持力度;噴熔層與基體之間有少量的元素相互擴散,形成良好的冶金結合,結合界面呈現細條白亮帶;耐磨性能是高碳高鉻鑄鐵的6倍,是ZGCr5Mo耐磨鋼的11倍。
關鍵詞:Ni2Cr2W2RE合金粉末;噴熔層;顯微組織;耐磨性能 油漿泵是用來輸送固體催化劑和油漿的,其泵體泵蓋及相關抗磨蝕工件的使用壽命直接影響著輸送物料的正常作業。由于這些工件長期工作在420℃左右,磨損、腐蝕很嚴重。通常國內選用成本較低的ZGCr5MoZG1Cr13作為泵體泵蓋材料,淬火后硬度B、Si、Cr等元素固溶于Ni基奧氏體中,產生固溶強化用,B、Si與合金中的Ni、Cr、C等生成多種合金間化合物以及硼碳化合物,以硬質相彌散分布在合金中,這些硬質相硬度極高,從而提高了合金的硬度和耐磨性。
3 結論
(1) 用熱噴焊的方法在Cr12MoV基體表面制得Cr2WC2Ni60復合涂層,由表及里由熔合區、結合區和熱擴散影響區,其表面組織特征是:由平面晶和枝晶的混合共晶組織,枝桿上是γ2Ni,枝間是Ni、Cr基等第二相硬質相點,可以大大提高其耐磨性能。
(2) 在熱噴焊過程中,在Cr2WC2Ni60熔池中有顆粒狀粒子出現,在WC2Ni60中未出現顆粒狀粒子,說明WC已分解。在XRD圖譜中可以看到,硬質相W沒有分解,說明Cr包WC起到了阻止WC分解的作用。
(3) 涂層與基體間形成牢固的冶金結合,主要原因是在熱噴焊過程中,界面兩側的Cr、Ni、Fe、C等元素的互擴散。
(4) Cr2WC2Ni60復合涂層顯微硬度分布沿層深方向變化平緩,在界面處無明顯的梯度躍遷,硬質相的生成起到彌散強化的作用,其涂層的顯微硬度比WC2Ni60涂層的高015倍。
相關文章
- 2021-06-26天正結構CAD T20 V7.0(含注冊機和補丁)免費下載
- 2021-06-26天正結構CAD T20 V6.0(含注冊機和補丁)免費下載
- 2021-06-26天正結構CAD T20 V5.0(含注冊機和補丁)免費下載
- 2021-06-24天正結構CAD T20 V4.0(含注冊機和補丁)免費下載
- 2021-02-28AutoCAD 2014全套結構施工圖紙繪制PDF下載
- 2021-02-18天正結構CAD2014破解版免費下載(含注冊機和補丁)
- 2021-02-16AutoCAD 2012注塑模具布局與結構設計 [黃成 編著] 201
- 2021-01-28AutoCAD 2011中文版建筑結構設計十日通PDF下載
- 2020-12-173ds MAXScript腳本語言安全學習手冊
- 2018-02-20某碭山工廠辦公樓建筑結構水暖電施工圖下載