剛性攻絲:有時需要一點浮動
時間:2011-06-16 10:00:18 來源:未知
<% if pyg2("img")<>"" then%>
<%end if%>

如今在CNC機床上所用的一種最常見的攻絲方法是“剛性攻絲”或稱“同步進給攻絲”。剛性攻絲循環(huán)將主軸旋轉與進給同步化,以匹配特定的螺紋節(jié)距需要。由于往孔中的進給是同步化的,因此在理論上講不能采用帶任何張力壓縮的整體絲錐夾。
但是,在實際生產中這方面所存在的問題是,機床無法與正在使用的特定絲錐節(jié)距精確匹配。在機床所加工的螺紋與絲錐實際節(jié)距之間總存在細微的差異。如果采用整體絲錐夾,則該差異對絲錐壽命以及螺紋質量具有決定性的影響,因為在絲錐上要施加額外的軸向作用力。
如果采用帶張力壓縮浮動的絲錐夾,則絲錐壽命以及螺紋質量將大大提高,因為消除了絲錐上這些額外的軸向作用力。對傳統(tǒng)張力壓縮絲錐夾存在的問題是,它們會引起攻絲深度方面較大的變化。隨著絲錐變鈍,將絲錐啟動到孔內所需要的壓力增加,在絲錐開始切削之前在絲錐驅動器內所用的壓縮行程更大。結果是攻絲深度較淺。
剛性攻絲的主要優(yōu)點之一是在盲孔加工中可以精確控制深度。為了精確而一致地加工工件,需要采用具有足夠補償的絲錐夾來實現較高的絲錐壽命,而不在深度控制方面引起任何變化。
Tapmatic公司(位于美國愛達荷州Post Falls)已經開發(fā)了一種新型絲錐夾結構,可以采用絲錐夾柄中機加工的彈性體來保證剛性攻絲所需要的較小的補償量。該公司稱該新型絲錐夾為SynchroFlex。
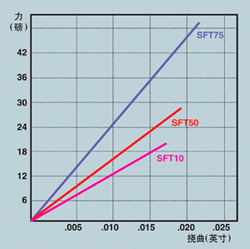
與傳統(tǒng)張力壓縮絲錐夾中常用的盤簧不同,SynchroFlex彈性體具有一個非常精確而非常強勁的彈性比。例如,典型絲錐夾的張力壓縮盤簧其彈性比為29磅/英寸。而SynchroFlex彈性體該數值為1,500磅/英寸。較高的彈性比正好是改善剛性攻絲所需要的少量軸向補償所必須的。正是該少量得到控制的補償使得這些絲錐夾改善了螺紋質量,并在某些剛性攻絲應用中使絲錐壽命翻番。
盡管機床同步化和絲錐節(jié)距之間的差異非常小,而施加到帶整體絲錐夾的絲錐上的力卻很高。對止推力進行測量表明,在相同的剛性攻絲操作中,整體絲錐夾施加在絲錐上的軸向作用力要比采用SynchroFlex絲錐夾時大84倍。
該彈性體是設計適合長期作業(yè)的。彈性體的運動限定在安全的操作范圍,因此它不會產生過高的應力。轉矩不會通過彈性體傳遞。它只用于軸向補償。作為證據,最近檢查了一個已經攻了150萬個孔的SynchroFlex絲錐夾,發(fā)現它的力撓曲比仍然與新的一樣。
這些新型絲錐夾比標準彈性夾頭要貴,但是如果您的車間在剛性攻絲孔的深度保持方面或最佳絲錐壽命控制方面遇到問題,則試一試新型絲錐夾結構還是值得的。從長遠來看,它的成本可能還會更低。