0 引言
模具生產技術準備約占整個模具制造周期的40%,而模具制造工藝設計周期約占生產技術準備的20%。模具制造工藝的技術文件的主要目的之一是為生產指揮、管理、調度提供依據,所以,模具制造工藝的好壞對整個制造周期除具有直接影響外,其間接影響的程度更大。如何將現代化工具——計算機引入模具制造工藝設計是汽車模具制造業面臨的新課題。
1 模具CAPP原理
CAPP是計算機輔助工藝過程設計的英文縮寫,模具CAPP就是指模具計算機輔助工藝設計。模具采用計算機輔助工藝編制有兩種方法:一種是計算機對模具CAD的圖形特征進行處理,自動生成材料清單和工藝卡片;另一種是基于多年模具生產所積累的大量知識及經驗歸納和總結出各類模具比較完善的標準工藝,通過特定的計算機程序,在計算機中將各類模具比較完善的標準工藝形成標準工藝知識庫,通過對各類模具標準工藝的變異、檢索、編輯,形成一種適合自身生產的工藝卡及工藝流程圖。
由于模具生產對象的多樣性和模具結構變化的隨意性,在目前條件下第一種方法很難實現。
若采用第二種方法,無疑可以借鑒我們多年積累的模具制造工藝經驗,歸納和總結出各類模具比較完善的標準工藝,通過特定的計算機程序,在計算機中形成標準工藝知識庫,工藝人員通過對標準工藝知識庫的變異、檢索、編輯,得到適合生產的工藝卡及工藝流程圖。這樣就可以大大縮短模具制造工藝的編寫及思考時間,其工藝質量也得到了一定保證。但是,要建立比較完善的各類模具的標準工藝知識庫,再與計算機系統有機的結合起來,也非易事。
2 模具CAPP項目的開發過程
經過反復研究思考,結合國內外成功經驗,我們認為上述的第二種方法比較適合企業的現狀,見效快、易實現。方案確定后,主要做了如下幾個方面的工作。
(1)首先根據沖模的規律,將其按落料模、拉伸模、修邊沖孔模、翻邊沖孔模、斜楔吊沖模分成5大類,然后又根據模具的結構特點將5大類分成15小類。它們分別是:落料模、單動拉伸模、雙動拉伸模、三動拉伸模、修邊沖孔模A型、修邊沖孔模B型、翻邊沖孔模A型、翻邊沖孔模B型、翻邊沖孔整形模、上下翻邊整形模、整形模、切開整形模、側修邊沖孔模、吊修邊沖孔模、側整形模(開花結構)。
(2)模具類型確定后,根據模具類型規定了模具加工部位標準名稱及模具加工部位標準名稱簡圖,請具有模具設計經驗的專家審定,由沖壓工藝人員、模具CAD人員、模具制造工藝人員三方共同進行商討、優化,確定出既合乎工藝編制又滿足模具CAD要求的模具加工部位標準名稱。
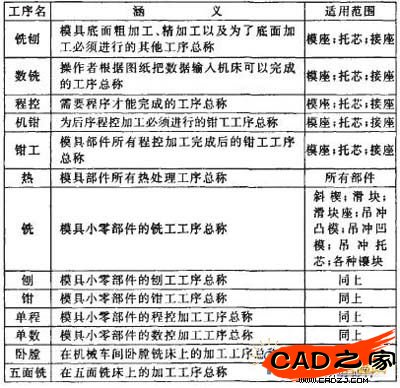
模具加工部位標準名稱的確定為制定標準加工工序名奠定了基礎。根據現有的生產設備及多年經驗,制定出了合適的標準加工工序名。在標準工序名中規定其適用范圍、基本涵義。標準工序名的具體內容見表1。
(3)上述2項基礎工作的完成,使我們具備了開發各類模具標準工藝知識庫的條件,也為開發實現CAPP計算機程序奠定了基礎。
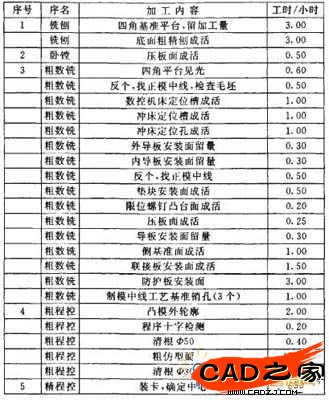
針對各類模具,請有經驗的工藝編制人員設計出標準工藝文件,對其編制的標準工藝文件,請模具工藝專家審定,并由模具工藝人員、專家、計算機開發人員組成攻關小組,共同研究商討,完善優化,形成了既能滿足生產需要又合乎機械加工設備需求且便于計算機處理的各類模具標準加工工藝知識庫。模具標準加工工藝知識庫內容在此不逐一介紹,僅對單動拉伸模標準加工工藝知識庫內容作介紹。具體內容見表2。
工藝人員在計算機中,通過對標準工藝知識庫的檢索、編輯,最后輸出所需要的材料清單、帶工時的加工工藝卡。
表1 標準工序名的具體內容
3 CAPP計算機應用程序的開發
編程人員根據用戶(工藝人員)提出的要求,使用Foxpro 2.0作為開發工具開發了以下應用模塊:
(1)知識庫維護:完成對知識庫系統的建立、修改、編輯過程。
(2)工藝錄入:完成工藝錄入過程及工藝文件的生成。
(3)報表輸出:打印工藝文件。
4 結束語
幾年來,通過不斷的使用與完善,徹底結束了加工工藝完全靠人工完成速度慢、效率低的局面,從而使工藝人員從繁瑣的工作中解脫出來,去考慮和解決實際制造過程中可能發生的問題。此方法雖然在CAPP上取得了較好的經濟效益,但仍存在一些不足,仍需不斷完善,使之進一步規范化、科學化、合理化。
表2 單動拉伸模標準加工工藝知識庫凸模部分內容
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF