1. 前言
葉片是航空發動機零件中非常重要的一類零件。葉片制造工作量占整機制造工作量的三分之一左右,加之葉片形狀復雜不規則,與普通零件有很大差異,而我公司產品是各種精鍛葉片,葉身無余量精鍛,主要機加工作量集中于榫頭上,那么,尋找出一種好的機加工藝,用以提高效率、穩定質量,就成了當務之急。采用葉身低熔點合金澆鑄精密定位法就是其中一種行之有效的方法,利用低熔點合金定位塊將葉片準確定位,從而使定位基準由葉片轉移到定位體上。澆鑄夾具就是實現這種方法關鍵工具。
2. 葉身低熔點合金澆鑄精密定位法工藝簡介
經過葉身無余量精鍛后得到葉片毛料,加工葉身進排氣邊,六點定位法夾持葉身進行澆鑄,把復雜的葉身點定位轉換成規則的面定位,得到澆鑄塊,用澆鑄塊定位進行后續加工。
2.1 定位點的選擇
葉片精密定位的定位方式為典型的六點定位(見圖1)。它們是葉身上三個點,進氣邊兩個點,緣板上一個點。一般情況下這些點都是毛料的設計基準。靠近葉根的一個截面上兩個點決定了葉身的扭角;葉身上靠近葉尖的另一個點,保證葉片沿葉身方向的彎曲;進氣邊上的兩個點,決定了葉片另一個方向的位置。這五個點同時也決定了疊合軸的位置,還有一點在葉片的緣板上,決定葉身各截面的位置。
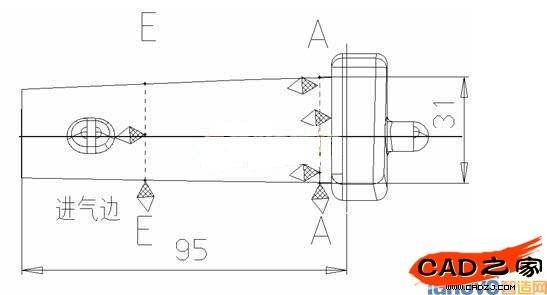
圖(1)
葉身上的三個點可能在葉背,也可能在葉盆,視鍛造時基準面取在葉背還是葉盆。緣板上的定位點,隨著葉身定位點的變化而改變,即可能在葉背面的緣板上,也可能在葉盆面的緣板上。前提是該緣板必須是在無余量的。
2.2 低熔點合金澆鑄精密定位法分類
按澆鑄材料包容葉片的程度不同,澆鑄式精密定位分為全包式精密定位和局部包容式精密定位(也稱半包式精密定位),包容部位也各有不同;按澆鑄定位體是否帶定位殼體又可分為帶定位殼體精密定位和無殼體精密定位,澆鑄夾具各不相同。
2.3 低熔點合金澆鑄精密定位具有下列優點
A非規則的葉片型面基準轉換為定位面。定位精確穩定,保證了加工精度。
B 葉片較小時,直接裝夾葉片比較困難,利用精密定位,定位體積大,形狀規則,便于裝夾。
C 加工和測量使用的夾具和測具結構簡化,從而降低費用。
D 便于自動化生產。
E 保護葉身型面不會壓傷。
3 澆鑄夾具設計
現在以我公司自行研制生產的某航空發動機轉子精鍛葉片(見圖1)為例,簡要介紹低熔點合金精密定位澆鑄夾具的設計過程。
3.1 確定總體方案
我公司是專業生產精鍛葉片的廠商,產品批量大,這就要求此夾具要易于操作、裝卸快捷,再者,公司內類似的葉片多,本著節約成本,將這套夾具分為專用與通用兩部分分別設計:通用部分為底座,完成夾具的開合,以后如有類似葉片要研制,均可以用同一個底座,降低開支,減少重復浪費;專用部分為本體,用于定位及夾持葉片,成型澆鑄塊,這部分又細分成葉盆(ID)--定位子裝配、進氣邊(LE)--定位子裝配、葉背(OD)--夾緊子裝配三個相對獨立的子裝配,他們通過底座聯系成一個整體,完成預定功能,見圖2。
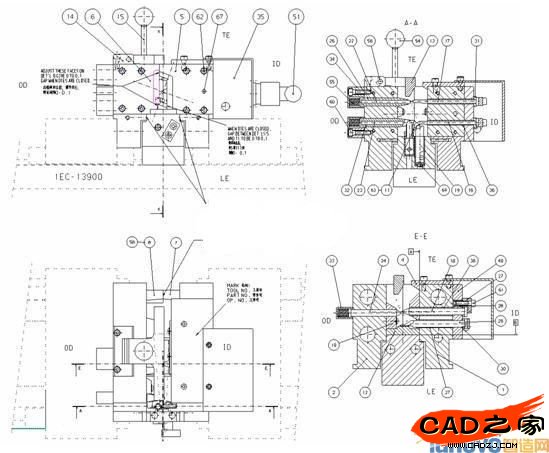
圖2
由于定位點多,為確保定位可靠,系統引入弱電檢測系統。在夾具本體中加工出冷卻水管道系統,使水循環流過,此系統為了加快合金塊冷卻速度,提高生產效率。
3.2 確定澆鑄塊外型尺寸
澆鑄塊是后續加工中的基準,所以,它本身的精度及結構就顯得格外重要。在這次設計中,將本公司轉子葉片澆鑄塊尺寸分為三類,尺寸分別為:30MMx45MM、50MMx70MM、70MMx100MM,這樣對于使用同一尺寸澆鑄塊的不同葉片,在后續加工,就可以共用相同的夾具和測具,或者稍作改動即可使用,大大降低生產研制成本。
對于本葉片外形尺寸及后續加工要求,同時考慮到還有三個相類似的待研制的家族葉片,我決定選用30MMx45MM這一系列澆鑄塊,長度定為130MM,葉身采用全包,榫頭裸露,這樣既保證葉片在后續加工中的定位可靠度要求,又避免榫頭全包后,低熔點合金浪費及降低回收成本。外形尺寸確定后,考慮到我公司尚無自動生產線,所有操作均靠工人手動完成,所以增加了必要的減重部件。見圖3。

圖3
3.3底座設計
對于整個澆鑄夾具系統來說,這部分相當于一個聯絡員及動力裝置,要求它能把本體三個子裝配可靠的聯系起來,提供動力,實現開合功能。在這個設計里,本人采用手動杠桿開啟裝置,利用兩根較長導軌以確保足夠的開模空間,運動輕盈;并通過不使用墊塊或使用墊塊6或墊塊7,來分別完成上述三種規格澆鑄塊的澆鑄工作,適用面廣;杠桿機構在閉合工作狀態能實現自瑣。
3.4 本體設計 參見圖2
3.4.1 定位系統設計
定位銷件16、17、18、19、20和25分別用于葉片6點定位,各定位件沿其軸向均可通過其尾部的墊片實現微量調整,利用壓板及螺釘壓緊,結構緊湊,易于調試。
3.4.2 夾緊系統設計
使用彈簧件33及壓桿件22、23、24壓緊葉片,可調性好,結構簡單。
3.4.3 電路檢測系統設計
用七根導線分別由六個定位銷及本體上引出,經七星接頭件51連接指示燈盒。當工作時,六個指示燈全亮則說明葉片已經可靠定位,非常明了。
3.4.4 絕緣系統設計
由于引入了電路檢測系統,所以各定位件與本體之間的絕緣性就得考慮。絕緣材料的選擇分為兩部分:型腔溫度高,正常工作溫度達158度左右,溫度變化范圍大,要求材料具有一定的熱穩定性及強度;外部工作環境較好,只要求有一定強度,所以選用夾布膠木即可。
對于型腔部分的襯套,最初設想采用陶瓷壓鑄成型或在定位銷上噴涂陶瓷,但其成本太高,材料抗沖擊性差;選擇范圍縮小到工程塑料材料上,聚四氟乙烯強度低剛性差,聚酰亞胺價格昂貴,尼龍66均能達到溫度及強度要求,最終選擇了這種材料。工作現場也證明這種選擇是正確的。
3.4.5冷卻系統設計
在本體件1、2、3上開有通冷卻水的循環通道,以降低本體溫度,使澆鑄塊快速冷卻,提高生產效率;同時增加塑料襯套的使用壽命,并使其強度不致于降低很多。
3.4.6 減重系統設計
通過件10、12等可使澆鑄塊重量減輕三分之一左右,以降低工人的勞動強度。
4. 結論
此低熔點合金精密定位澆鑄夾具系統完全實現了即定功能要求,滿足了生產,結構緊湊,定位可靠,操作方便快捷,效率高,成本低廉,現場反應良好。
參考文獻:
郭文友編著. 航空發動機葉片機械加工工藝. 國防工業出版社. 1994.
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF