0 前言
隨著建筑、裝磺、家具行業(yè)對大型玻璃制品工藝性和藝術性的要求日益提高,對玻璃的需求增長很快,同時對玻璃的加工質量和加工效率也有了很高的要求由于玻璃加工有眾多的特殊工藝要求,需要對通用的CAD/CAM系統(tǒng)進行二次開發(fā),使得適合玻璃加工的CAD/CAM軟件成為玻璃自動化加工裝備的一個重要組成部分。眾多學者在玻璃加工CAD/CAM軟件開發(fā)方面做了大量的研究工作,成功地開發(fā)了諸如異形切割CAM、玻璃刻花CAM等軟件系統(tǒng)。
目前在玻璃加工行業(yè)中,復雜圖形(以下簡稱異形)的磨邊仍然依靠手工方式進行,造成加工成本高、加工效率低、加工質量難以保證。市場迫切需要能夠進行異形磨邊的自動化設備。為此,本研究從玻璃異形磨邊系統(tǒng)的需求出發(fā),以玻璃圖案的加工輪廓為研究對象,實現(xiàn)玻璃磨邊、換刀、拋光工序的代碼的自動生成,重點解決了玻璃異形磨邊中多工位加工時的最優(yōu)路徑生成問題、精修輪廓過程中的結刀疤問題及拋光預補償問題。
1 關鍵技術
對于CAD系統(tǒng)而言,由于和普通二維CAD系統(tǒng)及一些玻璃加工的CAD系統(tǒng)沒有太大區(qū)別,不再贅述,重點介紹路徑生成模塊(也就是CAM模塊)的功能。
為了提高加工效率,磨邊的原料通過已經(jīng)比較成熟的異形玻璃切割機進行粗切割。這樣在加工之前就涉及到原料毛坯的定位問題。根據(jù)3點定位一個平面的思想,本研究在輸出代碼時同時輸出了3個定位點坐標,這樣控制系統(tǒng)根據(jù)3點坐標放置3個定位棒,即可完成一個工位玻璃的固定。由于切割機切割出的邊緣比較粗糙,尺寸精度上也很難符合要求,定位完成后需要對邊緣進行精修輪廓。由于玻璃具有一定的彈性,同時采用真空吸附方式固定,也會表現(xiàn)出一定的彈性。這種彈性使得封閉圖形直接按照原始路徑磨出的輪廓在交接處存在一個兩邊深度不一致的痕跡,俗稱接刀疤。
為了解決這個問題,筆者設計了圓弧進退刀的工藝,使得加工時砂輪開始接觸玻璃及退出加工都是一個緩慢而平滑且和接觸點法線相切的過程。進退刀圓弧的大小和長度可以根據(jù)實際需要進行調整,從而可以最大限度地保證加工質量而又基木不損失加工效率。磨斜邊過程可以根據(jù)用戶要求,選擇是否進行粗磨、精磨及拋光。為了進一步提高玻璃的藝術品質,用戶可以選擇是否在磨邊的基礎上加工出波浪型的花紋。整個異形磨邊的工藝流程,如圖1所示。
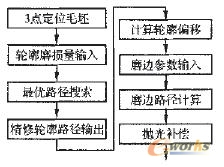
圖1 異形磨邊工藝路線
對整個異形磨邊加工CAD/CAM系統(tǒng)來說,有2個關鍵技術需要解決:
(1) 由于機床的幅面比較大,為了最大限度提高加工效率,必須要對輸出路徑進行優(yōu)化;
(2) 由于拋光輪容易磨損,高質量拋光效果的實現(xiàn)便需要合理地優(yōu)化拋光加工工藝。
1.1 最優(yōu)路徑生成
由于本異形磨邊加工中心工作面積比較大,工作幅面為2.3 m x5.2 m,在多工位加工時,加工路徑優(yōu)化顯得非常重要。而最優(yōu)路徑的獲得在本質上是一個TSP(旅行商)問題。TSP要解決的問題就是為所有需要磨削的邊找到一條最優(yōu)的磨削路徑,沿該路徑進行一次磨削所走的距離最短。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數(shù)據(jù)處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環(huán)境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF