1.1.1 編碼方法
玻璃磨邊優(yōu)化中的TSP與一般意義的TSP有所不同,因?yàn)槊慷文ハ髑€都具有方向性,即有一個(gè)起點(diǎn)和終點(diǎn)。加工的順序與加工方向都對(duì)路徑優(yōu)化有較大的影響。為此對(duì)染色體基因采用多參數(shù)級(jí)聯(lián)的編碼方法,及曲線加工順序編碼與磨削方向編碼。對(duì)加工順序采用數(shù)字編碼,數(shù)字序號(hào)和加工曲線一一對(duì)應(yīng)。加工方向采用二進(jìn)制編碼,1表示從切割邊起點(diǎn)到終點(diǎn),0則相反。
1.1.2 算子設(shè)計(jì)
個(gè)體的目標(biāo)函數(shù)為:
![]() (1)
(1)
Li,i+1為序號(hào)為i的曲線到序號(hào)為i+1的曲線的距離,包含有首尾連接、首首連接、尾首連接、尾尾連接4種可能。個(gè)體的適應(yīng)度函數(shù)取為1/D。對(duì)個(gè)體的選擇采用比例選擇與最佳個(gè)體保留選擇相結(jié)合的混合選擇算子。染色體的交叉操作包括加工順序參數(shù)內(nèi)交叉和磨削方向參數(shù)內(nèi)交叉。交叉算子都是用單點(diǎn)交叉算子。染色體的變異操作包括加工順序參數(shù)變異和磨削力向變異。單純的遺傳算法全局搜索能力比較強(qiáng),但局部搜索能力較差,用來(lái)求解路徑優(yōu)化效果不是很理想,因而將局部搜索能力很強(qiáng)的爬山法融人到遺傳算法中,通過(guò)構(gòu)成混合遺傳算法來(lái)進(jìn)行優(yōu)化。其算法框架,如圖2所示。
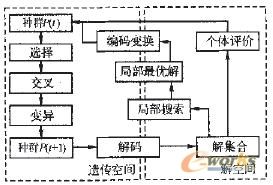
圖2 融入爬山法的混合遺傳算法框架
為了驗(yàn)證算法的有效性,對(duì)路徑優(yōu)化進(jìn)行實(shí)際排版研究。所有實(shí)例中玻璃加工工位均為12工位,各個(gè)工位卜加工的圖形都不盡相同。優(yōu)化結(jié)果,如表1所示,比較了優(yōu)化后的路徑總長(zhǎng)度及找到最優(yōu)路徑的次數(shù),其中節(jié)點(diǎn)數(shù)表示該次加工路徑中包含的總曲線段個(gè)數(shù)、原路徑長(zhǎng)度及優(yōu)化路徑長(zhǎng)度均指的是空刀路徑的總長(zhǎng)度。實(shí)際的一個(gè)優(yōu)化效果,如圖3所示,其中虛線為空刀路徑。通過(guò)該混合遺傳算法的使用,使得不必要的空刀運(yùn)動(dòng)大大減少,極大地提高了加工效率。
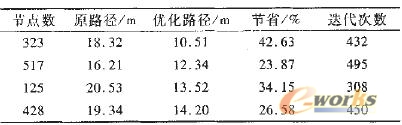
表1 優(yōu)化結(jié)果

圖3 優(yōu)化效果實(shí)例
1.2 拋光輪磨損補(bǔ)償
由于玻璃不是一個(gè)理想的彈性體,而拋光輪在加工的過(guò)程中又會(huì)產(chǎn)生磨損常常會(huì)出現(xiàn)下刀時(shí)拋光過(guò)大,而抬刀時(shí)卻出現(xiàn)拋光過(guò)輕的現(xiàn)象。因而如何獲得高質(zhì)量的拋光效果始終是玻璃加工中一個(gè)難點(diǎn)。拋光輪的補(bǔ)償量可以通過(guò)下式計(jì)算:
![]() (2)
(2)
式中Li—第i段路徑長(zhǎng)度;Fi—加工該段施加的壓力;K—磨損系數(shù)。
在實(shí)際加工中為了便于預(yù)測(cè)拋光輪的磨損,將一次加工中所施加的壓力視為恒定,這樣可以根據(jù)拋光輪的下刀量的大小及加工的距離,計(jì)算出近似的磨損量。在本系統(tǒng)中根據(jù)多次的實(shí)驗(yàn)結(jié)果,得出當(dāng)使用紅木輪進(jìn)行拋光時(shí),在下刀量小于5絲的情況下,磨損量可取為0.25μm/mm;當(dāng)使用羊毛輪進(jìn)行精拋時(shí),在下刀量小于3絲的情況下,磨損量可取為0.2μm/mm。這樣在拋光代碼輸出時(shí),根據(jù)輸出路徑長(zhǎng)度及磨損量計(jì)算出當(dāng)前需要補(bǔ)償?shù)哪p量,即可有效解決加工過(guò)程的拋光補(bǔ)償問(wèn)題。
在拋光下刀時(shí)由于玻璃是一種非晶態(tài)物質(zhì),同時(shí)采用真空吸附的方式進(jìn)行固定,使其在受到突然的壓力改變時(shí)變形響應(yīng)存在一定的滯后。這種滯后效應(yīng)導(dǎo)致拋光的下刀位置拋削的深度要大一些,而在拋光結(jié)束后抬刀位置拋削的深度要小一些。這樣對(duì)于封閉圖形的拋光,結(jié)合點(diǎn)便會(huì)存在一個(gè)視覺(jué)上很明顯的交接疤痕,嚴(yán)重影響拋光后玻璃工藝品的質(zhì)量。為了解決抬刀和下刀拋光效果不理想的問(wèn)題,系統(tǒng)中特別針對(duì)加工中的下刀和抬刀進(jìn)行了預(yù)處理。由于下刀時(shí)容易拋光過(guò)多,采用開(kāi)始下刀占總下刀量的80%,剩余部分在后面加工中慢慢下刀直至最深點(diǎn)。而對(duì)于抬刀,同樣也是采用在原抬刀位置只抬總抬刀量的80% ,剩余抬刀量在重復(fù)開(kāi)始的一部分路徑后緩慢抬起。采用這種方法后,在實(shí)際的加工實(shí)驗(yàn)中發(fā)現(xiàn)拋光輪廓的交接點(diǎn)處過(guò)渡非常均勻,具有很好的實(shí)際效果。
2 結(jié)束語(yǔ)
本研究針對(duì)數(shù)控玻璃異形磨邊加工中心的一些特殊工藝要求,成功開(kāi)發(fā)了數(shù)控玻璃異形磨邊CAD/CAM系統(tǒng),采用混合遺傳算法進(jìn)行多工位磨邊路徑尋優(yōu),大幅度提高了加工效率;使用圓弧進(jìn)退刀解決了異形磨邊中接刀疤問(wèn)題;通過(guò)實(shí)驗(yàn)獲得了拋光輪的磨損規(guī)律,通過(guò)施加預(yù)補(bǔ)償解決了拋光效果不理想的問(wèn)題。
最終的應(yīng)用結(jié)果表明,該系統(tǒng)可以很好地滿足設(shè)計(jì)要求,能夠大幅度提高異形磨邊的質(zhì)量和效率。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF