0 引言
綠色制造是一種綜合考慮環(huán)境影響和資源效率的現(xiàn)代制造模式[1]。面向綠色制造的工藝規(guī)劃(也稱綠色工藝規(guī)劃)是綠色制造的關(guān)鍵技術(shù)之一,旨在通過(guò)對(duì)工藝要素、工藝過(guò)程和工藝方案等進(jìn)行優(yōu)化決策和規(guī)劃,從而改善加工過(guò)程及其各個(gè)環(huán)節(jié)的綠色性(即資源消耗和環(huán)境影響),使得產(chǎn)品制造過(guò)程的經(jīng)濟(jì)效益和社會(huì)效益協(xié)調(diào)優(yōu)化[2]。綠色工藝規(guī)劃不是對(duì)傳統(tǒng)工藝規(guī)劃的一種否定,而是一種補(bǔ)充和發(fā)展,是一種使得產(chǎn)品制造過(guò)程具有更好綠色性的輔助手段。國(guó)內(nèi)外開(kāi)展了大量的綠色工藝規(guī)劃方面的研究,如環(huán)境意識(shí)機(jī)床系統(tǒng)及其關(guān)鍵技術(shù)、廢物流的評(píng)價(jià)、工藝規(guī)劃方法以及面向綠色制造的各種工藝評(píng)價(jià)與決策等先進(jìn)的綠色工藝技術(shù) [3,4]。S.A.Melngk 教授和R.T.Smith教授曾在美國(guó)制造工程師學(xué)會(huì)(SME)發(fā)布的綠色制造藍(lán)皮書[5]中指出,“盡管目前有很多有利因素促進(jìn)綠色制造的實(shí)施和推廣,如環(huán)境和資源方面法規(guī)、ISO14000國(guó)際環(huán)境管理體系系列標(biāo)準(zhǔn)、綠色標(biāo)志認(rèn)證、公眾意識(shí),甚至已經(jīng)有很多企業(yè)以綠色環(huán)保作為自己的市場(chǎng)競(jìng)爭(zhēng)優(yōu)勢(shì)(如綠色空調(diào)、綠色汽車等),但綠色制造在實(shí)際生產(chǎn)中的實(shí)施仍不樂(lè)觀,其主要原因之一是缺乏可以明顯改善環(huán)境友好性的實(shí)用方法和工具”。迄今為止,有關(guān)綠色制造方面的實(shí)用化方法和軟件工具仍很少有報(bào)道。
目前,對(duì)大多數(shù)企業(yè)來(lái)說(shuō),制造過(guò)程的環(huán)境污染只能用好或差進(jìn)行粗略的評(píng)價(jià),無(wú)法完成多個(gè)指標(biāo)的綜合評(píng)價(jià)。因此,要全面改善和提高企業(yè)制造過(guò)程的綠色性,需要一種實(shí)用化的綜合性評(píng)價(jià)工具,對(duì)其制造過(guò)程的綠色特性進(jìn)行全面的分析、優(yōu)化和評(píng)價(jià)。
針對(duì)上述問(wèn)題,本文研究了面向綠色制造的工藝規(guī)劃支持系統(tǒng)的體系結(jié)構(gòu)和工作流程,開(kāi)發(fā)了一套軟件系統(tǒng)。該軟件系統(tǒng)能夠從單個(gè)工藝要素到整套工藝方案,對(duì)制造過(guò)程的綠色特性,包括原材料消耗、輔助原材料消耗、能量消耗、固體廢棄物污染、液體廢棄物污染、粉塵、噪音、油霧以及工人職業(yè)健康安全等方面,進(jìn)行綜合的分析和評(píng)價(jià)。目前,該軟件系統(tǒng)已獲得國(guó)家軟件著作權(quán)登記證書(登記號(hào):2003SR9386),并在某機(jī)床廠的齒輪加工工藝過(guò)程中成功應(yīng)用。
1 面向綠色制造的工藝規(guī)劃支持系統(tǒng)體系結(jié)構(gòu)
面向綠色制造的工藝規(guī)劃支持系統(tǒng)不同于現(xiàn)行的計(jì)算機(jī)輔助工藝規(guī)劃(Computer Aided Process Planning,CAPP),它的目標(biāo)不是自動(dòng)生成或規(guī)劃出零件加工工藝規(guī)程,而是在面向綠色制造的工藝規(guī)劃模型庫(kù)和工藝綠色數(shù)據(jù)庫(kù)的支持下,對(duì)工藝過(guò)程中的原材料消耗、輔助材料消耗、能量消耗和環(huán)境排放物等進(jìn)行分析、優(yōu)化和評(píng)價(jià),幫助工藝人員優(yōu)化、改善產(chǎn)品和零件制造過(guò)程的綠色性。
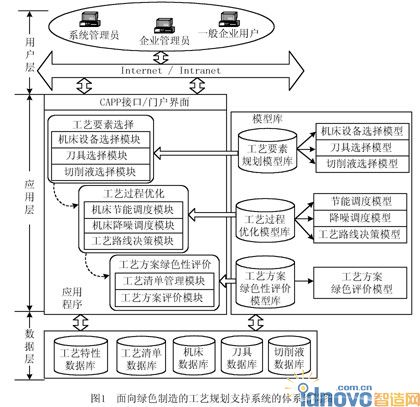
面向綠色制造的工藝規(guī)劃支持系統(tǒng)的體系結(jié)構(gòu)(如圖1)包括:
(1)數(shù)據(jù)層 由各種綠色工藝數(shù)據(jù)庫(kù)構(gòu)成,主要包括工藝綠色特性數(shù)據(jù)庫(kù)、工藝清單數(shù)據(jù)庫(kù)、機(jī)床數(shù)據(jù)庫(kù)、刀具數(shù)據(jù)庫(kù)和切削液數(shù)據(jù)庫(kù)等。數(shù)據(jù)層給應(yīng)用層提供了各種必要的綠色特性數(shù)據(jù)。
(2)應(yīng)用層 主要由模型庫(kù)、應(yīng)用程序及CAPP集成接口/門戶界面3部分組成。模型庫(kù)包括工藝要素規(guī)劃模型庫(kù)、工藝過(guò)程優(yōu)化模型庫(kù)和工藝方案綠色性評(píng)價(jià)模型庫(kù),各個(gè)模型庫(kù)由實(shí)現(xiàn)不同功能的子模型組成;應(yīng)用程序根據(jù)不同的決策需求,調(diào)用相應(yīng)的子模型進(jìn)行綠色性分析和評(píng)價(jià);CAPP集成接口/門戶界面主要是為用戶獲取原始的工藝規(guī)劃信息(即未經(jīng)綠色性評(píng)價(jià)的工藝)提供兩種可供選擇的方式。其中,CAPP集成接口主要針對(duì)實(shí)施了CAPP的企業(yè),獲取其CAPP的工藝規(guī)劃信息,并按照一定的規(guī)則轉(zhuǎn)換成系統(tǒng)可以識(shí)別的數(shù)據(jù);門戶界面的主要作用是為用戶提供一個(gè)工藝信息輸入的界面,通過(guò)人工輸入獲取原始工藝規(guī)劃信息。
(3)用戶層 該層中的用戶分為系統(tǒng)管理員、企業(yè)管理員和一般企業(yè)用戶3種類型。系統(tǒng)管理員有系統(tǒng)的最高權(quán)限,包括授權(quán)新企業(yè)管理用戶、刪除或修改已授權(quán)企業(yè)管理用戶的基本信息和模塊使用權(quán)限;企業(yè)管理員在注冊(cè)并經(jīng)過(guò)系統(tǒng)管理員授權(quán)后,可以添加新的一般企業(yè)用戶,以及對(duì)企業(yè)基本信息進(jìn)行修改;一般企業(yè)用戶在經(jīng)企業(yè)管理員授權(quán)后,可以對(duì)授權(quán)模塊或功能進(jìn)行操作。
2 面向綠色制造的工藝規(guī)劃支持系統(tǒng)的工作流程
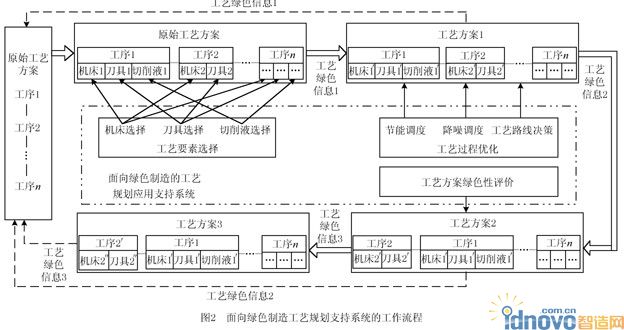
面向綠色制造的工藝規(guī)劃支持系統(tǒng)的工作流程如圖2所示。該系統(tǒng)包括兩種工作流程:①系統(tǒng)的每個(gè)功能模塊可以單獨(dú)對(duì)原始工藝方案進(jìn)行優(yōu)化,工藝人員根據(jù)優(yōu)化后的綠色性信息,直接對(duì)原始工藝方案進(jìn)行修改,圖2中用虛線箭頭表示。這種工作流程簡(jiǎn)單方便,但只是針對(duì)工藝方案單個(gè)方面的綠色性進(jìn)行優(yōu)化。②經(jīng)過(guò)系統(tǒng)中每個(gè)功能模塊的優(yōu)化后,得到最終的綠色工藝方案,即圖2中的工藝方案3。第二種模式在圖2中用雙箭頭表示,其具體的工作過(guò)程分為以下3個(gè)步驟:
步驟1 原始工藝方案經(jīng)過(guò)工藝要素選擇模塊的優(yōu)化后,可以得到工藝綠色信息1。該信息包括每道工序的加工要素,即機(jī)床、刀具以及切削液的綠色性評(píng)價(jià)信息(如果該道工序不包含機(jī)床、刀具和切削液,則不對(duì)其工藝要素進(jìn)行優(yōu)化)。工藝人員根據(jù)該工藝要素的綠色性評(píng)價(jià)信息,從中選取綠色性較好的工藝要素,對(duì)原始工藝方案進(jìn)行修改,可以得到新的工藝方案1。從工藝方案1中可以看到,每道加工工序中的機(jī)床、刀具和切削液與原始的工藝方案不同。
步驟2 工藝方案1經(jīng)過(guò)工藝過(guò)程優(yōu)化模塊的評(píng)價(jià)后,可以得到工藝綠色信息2。該信息包括對(duì)工藝路線的綠色評(píng)價(jià)信息、零件在機(jī)床上加工的能量最小化信息和零件在加工車間中噪聲最小化信息。與工藝綠色性信息1的處理方法一樣,工藝方案1經(jīng)過(guò)工藝人員的修改,可以得到工藝方案2。從工藝方案2中可以看到,工序2和工序1進(jìn)行了順序的改變,因?yàn)榻?jīng)過(guò)工藝路線評(píng)價(jià)后,發(fā)現(xiàn)工序2和工序1的加工順序可以交換[6],并且交換后的工藝方案具有更好的綠色性。
步驟3 工藝方案2經(jīng)過(guò)工藝方案綠色性評(píng)價(jià)模塊的優(yōu)化后,可以得到工藝綠色信息3。該信息是能夠反映出整個(gè)工藝規(guī)劃中綠色性最差的工序,即工藝規(guī)劃中的綠色性的瓶頸工序。工藝人員可以根據(jù)上述信息,對(duì)該道工序進(jìn)行重點(diǎn)改進(jìn),以有效提高整條工藝規(guī)劃的綠色性。從圖2中可以看出,經(jīng)過(guò)工藝綠色性評(píng)價(jià)模塊后[7],發(fā)現(xiàn)工藝方案2中的工序2是整條工藝路線中綠色性最差的工序,于是工藝人員對(duì)其進(jìn)行了重點(diǎn)改進(jìn),采用工序2′替代原來(lái)的工序。最終得到的工藝方案3是進(jìn)行了綠色性優(yōu)化評(píng)價(jià)后的工藝方案,與原始工藝規(guī)劃相比,具有較好的工藝綠色性。
3 面向綠色制造的工藝規(guī)劃支持系統(tǒng)的開(kāi)發(fā)
面向綠色制造的工藝規(guī)劃支持系統(tǒng)采用了基于Web的瀏覽器/服務(wù)器(Browser/Server,B/S)軟件體系結(jié)構(gòu)。服務(wù)器端包括工藝要素選擇、工藝過(guò)程優(yōu)化和工藝方案綠色性評(píng)價(jià)等多個(gè)應(yīng)用程序和模型庫(kù),以及各種綠色工藝數(shù)據(jù)庫(kù)。該軟件可以支持多個(gè)企業(yè)應(yīng)用,企業(yè)注冊(cè)并通過(guò)認(rèn)證后,可以成為該系統(tǒng)的用戶。用戶首先從瀏覽器登錄到支持系統(tǒng),在數(shù)據(jù)庫(kù)的支持下,通過(guò)操作應(yīng)用程序,調(diào)用模型庫(kù)中的模型,完成整個(gè)工藝規(guī)劃的綠色性評(píng)價(jià)。數(shù)據(jù)庫(kù)的建立采用SQL Server 2000技術(shù),模型庫(kù)的構(gòu)建是將完成一個(gè)功能的模型封裝成一個(gè)JavaBean,應(yīng)用程序通過(guò)調(diào)用不同模型的接口來(lái)實(shí)現(xiàn)不同的應(yīng)用功能。各個(gè)功能模塊應(yīng)用程序的開(kāi)發(fā)采用JSP語(yǔ)言完成。
3.1 綠色工藝數(shù)據(jù)庫(kù)的構(gòu)建
綠色工藝數(shù)據(jù)庫(kù)是面向綠色制造的工藝規(guī)劃支持系統(tǒng)的基礎(chǔ)。該數(shù)據(jù)庫(kù)的特點(diǎn)是根據(jù)面向綠色制造工藝規(guī)劃的目標(biāo),在加工時(shí)間、加工質(zhì)量和加工成本的基礎(chǔ)上,加入了工藝規(guī)劃中資源消耗和環(huán)境影響的相關(guān)數(shù)據(jù)。該系統(tǒng)的綠色工藝數(shù)據(jù)庫(kù)主要包括工藝方法數(shù)據(jù)庫(kù)、機(jī)床數(shù)據(jù)庫(kù)、刀具數(shù)據(jù)庫(kù)和切削液數(shù)據(jù)庫(kù)等4個(gè)主要的數(shù)據(jù)庫(kù)。
工藝方法數(shù)據(jù)庫(kù)又分為工藝特性數(shù)據(jù)庫(kù)和工藝清單數(shù)據(jù)庫(kù)。工藝特性數(shù)據(jù)庫(kù)主要提供工藝方法的資源環(huán)境特性分析報(bào)告;工藝清單數(shù)據(jù)庫(kù)則提供工藝清單分析表格,表格中包括評(píng)價(jià)工藝方法綠色特性的各類指標(biāo)及相關(guān)的量化方法[7]。因?yàn)楣に嚪椒ǖ姆N類很多,對(duì)所有的工藝方法都進(jìn)行研究是不切實(shí)際的,所以工藝方法數(shù)據(jù)庫(kù)的建立是根據(jù)現(xiàn)行的行業(yè)標(biāo)準(zhǔn)(JB/T5992-92),將制造工藝分為鑄造、壓力加工、焊接、切削加工、特種加工、熱處理、覆蓋層、裝配與包裝以及其他等9大類,分別從每個(gè)大類的工藝中,選取典型的工藝方法進(jìn)行研究。例如,從切削加工工藝中選擇滾齒加工工藝,從資源消耗、環(huán)境污染和職業(yè)健康與安全方面進(jìn)行分析,建立起該工藝的資源環(huán)境特性分析報(bào)告;同時(shí),針對(duì)滾齒加工中的各種資源環(huán)境影響,主要包括加工齒輪原材料的消耗,滾刀、切削液、工裝等輔助原材料消耗,電能等能量消耗,油霧、刺激性氣味、粉塵等大氣污染,切削廢液、機(jī)床漏油等水污染,鐵屑等廢棄物污染,以及噪聲、操作安全性等職業(yè)健康危害7個(gè)方面,建立滾齒加工工藝的工藝清單分析表。
機(jī)床數(shù)據(jù)庫(kù)主要針對(duì)切削加工機(jī)床。參照我國(guó)機(jī)械工程手冊(cè)的標(biāo)準(zhǔn),根據(jù)機(jī)床加工方式、加工對(duì)象或主要用途對(duì)機(jī)床進(jìn)行分類,同時(shí)考慮工藝方法數(shù)據(jù)庫(kù)中的工藝方法,從分類的機(jī)床中選出具有典型性的機(jī)床進(jìn)行研究。機(jī)床數(shù)據(jù)庫(kù)提供了機(jī)床的尺寸參數(shù)、動(dòng)力參數(shù)等基本參數(shù),以及機(jī)床的輔助加工時(shí)間、機(jī)床的精度等級(jí)、切屑回收情況、切削煙霧的處理、操作的安全性等綠色特性參數(shù)。例如,滾齒加工機(jī)床的數(shù)據(jù)庫(kù)字段中,除了提供滾齒機(jī)的型號(hào)、最大加工模數(shù)、最大加工轉(zhuǎn)速、最大裝刀直徑和長(zhǎng)度以及功率等數(shù)據(jù)外,還增加了切屑回收情況、煙霧處理情況和操作安全性等綠色特性方面的數(shù)據(jù)字段。
刀具數(shù)據(jù)庫(kù)包括不同用途、不同材料的刀具基本參數(shù)以及綠色特性分析的相關(guān)數(shù)據(jù)。根據(jù)刀具的用途和加工方法可以將刀具分為8大類,根據(jù)每類刀具常用材料的不同進(jìn)行研究。刀具數(shù)據(jù)庫(kù)提供的綠色特性分析指標(biāo)包括刀具的主要幾何參數(shù)、加工精度、刀具成本和刀具磨損量等。以滾刀為例,刀具數(shù)據(jù)庫(kù)中包括滾刀的名稱、模數(shù)、加工精度、壓力角、刀具頭數(shù)、可回收處理性和刀具材料的毒性等方面的數(shù)據(jù)。
切削液在使用過(guò)程中對(duì)環(huán)境產(chǎn)生的影響較大,根據(jù)加工方法和加工材料的不同,將切削液分為潤(rùn)滑性不強(qiáng)和潤(rùn)滑性較好的化學(xué)合成液、普通乳化液、極壓乳化液、普通切削油、煤油、含硫和含氯的極壓切削油或植物油和礦物油的復(fù)合油,以及含硫氯和氯磷或硫氯磷的極壓切削油等7類。切削液數(shù)據(jù)庫(kù)的建立,是從各類切削液中選取具有代表性的切削液進(jìn)行研究,并按照油基切削液和水基切削液分別進(jìn)行構(gòu)建。根據(jù)兩種類型切削液的性能參數(shù)的不同,油基切削液表中包括切削液名稱、粘度、閃點(diǎn)、腐蝕性、適用材質(zhì)、適用工藝、性能和毒性等方面的數(shù)據(jù),水基切削液表中則提供切削液名稱、稀釋液類型、PH(10%)、防銹性能、適用材質(zhì)、適用工藝、性能和毒性等方面的數(shù)據(jù)。
3.2 綠色工藝模型庫(kù)的構(gòu)建
模型庫(kù)的設(shè)計(jì)是基于工藝規(guī)劃中的工藝要素、工藝過(guò)程和工藝方案3個(gè)層次,將面向綠色制造的工藝規(guī)劃分解為局部的工藝要素規(guī)劃、全局的工藝過(guò)程優(yōu)化和工藝方案綠色性評(píng)價(jià),建立起相應(yīng)的評(píng)價(jià)模型,從而達(dá)到對(duì)整個(gè)工藝規(guī)劃進(jìn)行評(píng)價(jià)的目的。
(1)工藝要素規(guī)劃模型庫(kù) 工藝要素規(guī)劃是指機(jī)械加工工藝過(guò)程中所涉及的機(jī)床設(shè)備、刀具、切削液、夾具和量具等的優(yōu)化選擇[2]。在各個(gè)工藝要素中,相比較而言,夾具和量具的選擇對(duì)加工過(guò)程中的綠色特性的影響較小,因此,工藝要素規(guī)劃模型庫(kù)的構(gòu)建主要包括機(jī)床設(shè)備、刀具和切削液模型[8~10]。
(2)工藝過(guò)程優(yōu)化模型庫(kù) 工藝過(guò)程優(yōu)化即對(duì)零件加工過(guò)程的綠色特性進(jìn)行優(yōu)化決策。在機(jī)械加工過(guò)程中,通常會(huì)產(chǎn)生大量的能量消耗,對(duì)整個(gè)加工車間的環(huán)境產(chǎn)生影響,特別是噪聲的污染。工藝過(guò)程優(yōu)化模型庫(kù)的構(gòu)建主要從兩方面進(jìn)行考慮,一方面是對(duì)工藝路線進(jìn)行優(yōu)化的模型;另一方面是以減少加工中的能耗和噪聲污染為目標(biāo),進(jìn)行車間作業(yè)的優(yōu)化調(diào)度的模型[6,7,11]。
(3)工藝方案綠色性評(píng)價(jià)模型庫(kù) 工藝方案綠色性評(píng)價(jià)模塊庫(kù)的構(gòu)建,主要是根據(jù)工藝清單數(shù)據(jù)庫(kù)提供的工藝清單分析表進(jìn)行工藝數(shù)據(jù)的采集,通過(guò)工藝方案綠色性評(píng)價(jià)模型來(lái)完成對(duì)工藝方案的評(píng)價(jià)。該模型主要是對(duì)整個(gè)工藝方案的環(huán)境影響進(jìn)行全局評(píng)價(jià)[7]。
文獻(xiàn)[6~11]分別建立了各種數(shù)學(xué)模型。該模型主要采用Java語(yǔ)言,對(duì)數(shù)學(xué)模型進(jìn)行計(jì)算機(jī)處理,并按照上述的模型庫(kù)結(jié)構(gòu)和功能,實(shí)現(xiàn)模型庫(kù)的構(gòu)建。
3.3 與CAPP的集成
實(shí)現(xiàn)面向綠色制造的工藝規(guī)劃支持系統(tǒng)與CAPP的集成,一方面可以簡(jiǎn)化工藝人員使用系統(tǒng)時(shí)對(duì)相關(guān)工藝數(shù)據(jù)信息的輸入操作,另一方面也可以使得CAPP產(chǎn)生的工藝規(guī)劃具有較好的綠色特性。
面向綠色制造的工藝規(guī)劃支持系統(tǒng)與CAPP的集成,主要解決如何從CAPP中讀取零件工藝規(guī)程信息,轉(zhuǎn)換為支持系統(tǒng)所能識(shí)別的數(shù)據(jù)格式,并進(jìn)行數(shù)據(jù)處理。對(duì)于CAPP輸出的工藝信息,其輸出格式要求符合企業(yè)自身的標(biāo)準(zhǔn)。然而各個(gè)企業(yè)之間的工藝數(shù)據(jù)不存在一個(gè)統(tǒng)一的標(biāo)準(zhǔn),因此對(duì)CAPP輸出的工藝信息目前也不存在一個(gè)成熟的標(biāo)準(zhǔn)輸出格式。為了能夠?qū)崿F(xiàn)支持系統(tǒng)與CAPP的集成,在數(shù)據(jù)的處理格式上,采用了可擴(kuò)展標(biāo)記語(yǔ)言(eXtensible Marking Language,XML)。XML最大的特點(diǎn)在于能夠?qū)崿F(xiàn)異構(gòu)系統(tǒng)之間的相互通訊,恰好解決了目前CAPP輸出格式的不確定所帶來(lái)的集成問(wèn)題,能夠?qū)崿F(xiàn)支持系統(tǒng)與任何輸出格式的CAPP的良好集成。
支持系統(tǒng)與CAPP集成的具體技術(shù)實(shí)現(xiàn)涉及到兩方面的問(wèn)題:
(1)對(duì)于CAPP端的處理 由于不同企業(yè)有其自身企業(yè)標(biāo)準(zhǔn)和實(shí)際需求,目前大多數(shù)企業(yè)實(shí)施CAPP都需要根據(jù)企業(yè)的實(shí)際情況進(jìn)行個(gè)性化的定制開(kāi)發(fā)。所以支持系統(tǒng)在與某個(gè)企業(yè)的CAPP進(jìn)行集成時(shí),也需要針對(duì)不同企業(yè),對(duì)其CAPP進(jìn)行一定的二次開(kāi)發(fā),開(kāi)發(fā)相應(yīng)的輸出接口,或者是CAPP在實(shí)施過(guò)程中,企業(yè)要求CAPP的開(kāi)發(fā)商提供工藝信息接口,從而保證集成時(shí)可以獲取相應(yīng)的工藝信息,然后將獲得的工藝信息封裝為XML格式的形式,發(fā)送到網(wǎng)絡(luò)并進(jìn)行傳輸。
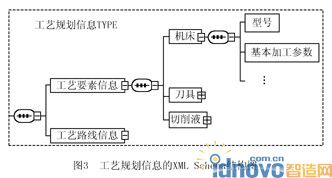
(2)支持系統(tǒng)的集成處理問(wèn)題 支持系統(tǒng)通過(guò)網(wǎng)絡(luò)獲取到從CAPP端發(fā)送的XML格式的文件后,解析出工藝信息,進(jìn)入支持系統(tǒng),實(shí)現(xiàn)其與CAPP集成的目的。工藝規(guī)劃信息的XML Schema結(jié)構(gòu)圖如圖3所示。
4 應(yīng)用案例
某機(jī)床廠是我國(guó)專業(yè)制造機(jī)床用圓柱齒輪的企業(yè),該廠通過(guò)Intenet注冊(cè)成為該系統(tǒng)的用戶后,相關(guān)的工藝人員便可使用該系統(tǒng),輔助進(jìn)行齒輪加工的工藝規(guī)劃綠色性評(píng)價(jià)。零件YKA3120A-031301是該廠需要進(jìn)行加工的某齒輪零件(以下出現(xiàn)的編號(hào)均為該廠各種設(shè)備的編號(hào)),工藝人員通過(guò)面向綠色制造的工藝規(guī)劃支持系統(tǒng),對(duì)該零件的工藝規(guī)程進(jìn)行了綠色性評(píng)價(jià)。該零件的初始工藝路線為:①粗車削→②鉆削→③調(diào)質(zhì)→④精車削→⑤滾齒→⑥鉗加工→⑦剃齒→⑧鉸車孔→⑨拉削→⑩鉗加工→磨削→珩齒。整個(gè)工藝規(guī)劃的綠色性評(píng)價(jià)過(guò)程如圖4所示。
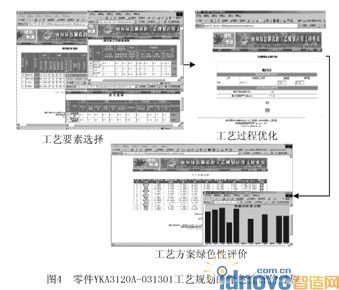
通過(guò)工藝要素選擇模塊,得到關(guān)于工序5滾齒加工(工序5要涉及到3個(gè)方面的工藝要素決策,具有代表性)的工藝要素綠色信息:工藝5可以考慮在機(jī)床YKX3132或YKB3120A上加工,選用涂層高速鋼刀具,以及型號(hào)為ECOCUT HFN 5LE的切削液。通過(guò)工藝過(guò)程優(yōu)化模塊中的能耗和噪聲調(diào)度功能可知,工藝5安排在機(jī)床YKX3120上加工的車間能耗和噪聲達(dá)到綜合最優(yōu);在滿足工藝要求和該廠生產(chǎn)實(shí)際的情況下,由于該齒輪的加工路線對(duì)該廠來(lái)說(shuō)是惟一確定的,不需要通過(guò)工藝路線優(yōu)化的功能。經(jīng)過(guò)上述工藝要素和工藝過(guò)程優(yōu)化后,進(jìn)入到工藝方案綠色性評(píng)價(jià)的功能,通過(guò)該功能的評(píng)價(jià)得知,整條工藝方案的綠色性評(píng)分值為5.56(系統(tǒng)的評(píng)價(jià)結(jié)果是通過(guò)10分制的形式給出),表明該齒輪的制造過(guò)程的環(huán)境狀況一般,其中調(diào)質(zhì)工藝的綠色評(píng)分值為7.309,是整個(gè)方案中環(huán)境影響最差的環(huán)節(jié),因此需要改進(jìn)。
工藝人員根據(jù)系統(tǒng)產(chǎn)生的上述各種工藝綠色信息,結(jié)合工廠的狀況對(duì)原始工藝方案進(jìn)行改進(jìn),可得到既符合工廠生產(chǎn)實(shí)際,又比原始的工藝具有更好綠色性的工藝方案,指導(dǎo)工廠進(jìn)行零件加工。
5 結(jié)束語(yǔ)
本文研究并開(kāi)發(fā)了一種面向綠色制造的工藝規(guī)劃支持系統(tǒng)。該系統(tǒng)在模型庫(kù)和綠色特性數(shù)據(jù)的支持下,可以對(duì)工藝過(guò)程中的原材料消耗、輔助材料消耗、能量消耗和環(huán)境排放物等進(jìn)行分析、優(yōu)化和評(píng)價(jià),幫助工藝人員優(yōu)化和改善產(chǎn)品和零件制造過(guò)程的綠色性。系統(tǒng)開(kāi)發(fā)采用了基于Web的B/S 3層軟件體系結(jié)構(gòu),該軟件目前已獲得國(guó)家軟件著作權(quán)登記證書(登記號(hào):2003SR9386),在某機(jī)床廠進(jìn)行了應(yīng)用,具有較好的實(shí)用性和應(yīng)用前景。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF