本文介紹了數控銑對刀方法的一例。
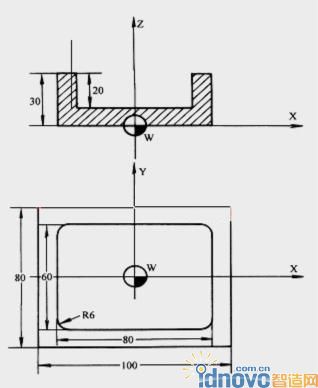
一、如圖內輪廓型腔零件圖,采用尋邊器對刀,其詳細步驟如下:
( 1 ) X 、 Y 向對刀
①將工件通過夾具裝在機床工作臺上,裝夾時,工件的四個側面都應留出尋邊器的測量位置。
②快速移動工作臺和主軸,讓尋邊器測頭靠近工件的左側;
③改用微調操作,讓測頭慢慢接觸到工件左側,直到尋邊器發光,記下此時機床坐標系中的 X 坐標值, 如 -310.300 ;
④抬起尋邊器至工件上表面之上,快速移動工作臺和主軸,讓測頭靠近工件右側;
⑤改用微調操作,讓測頭慢慢接觸到工件左側,直到尋邊器發光,記下此時機械坐標系中的 X 坐標值,如 -200.300 ;
⑥若測頭直徑為 10mm ,則工件長度為 -200.300-(-310.300)-10=100 ,據此可得工件坐標系原點 W 在機床坐標系中的 X 坐標值為 -310.300+100/2+5= -255.300 ;
⑦同理可測得工件坐標系原點 W 在機械坐標系中的 Y 坐標值。
( 2 ) Z 向對刀
①卸下尋邊器,將加工所用刀具裝上主軸;
②將 Z 軸設定器(或固定高度的對刀塊,以下同)放置在工件上平面上;
③快速移動主軸,讓刀具端面靠近 Z 軸設定器上表面;
④改用微調操作,讓刀具端面慢慢接觸到 Z 軸設定器上表面,直到其指針指示到零位;
⑤記下此時機床坐標系中的 Z 值,如 -250.800 ;
⑥若 Z 軸設定器的高度為 50mm ,則工件坐標系原點 W 在機械坐標系中的 Z 坐標值為 -250.800-50-( 30-20)=-310.800 。
( 3 )將測得的 X 、 Y 、 Z 值輸入到機床工件坐標系存儲地址中( 一般使用 G54-G59 代碼存儲對刀參數 )。
4、注意事項
在對刀操作過程中需注意以下問題:
( 1 )根據加工要求采用正確的對刀工具,控制對刀誤差;
( 2 )在對刀過程中,可通過改變微調進給量來提高對刀精度;
( 3 )對刀時需小心謹慎操作,尤其要注意移動方向,避免發生碰撞危險;
( 4 )對刀數據一定要存入與程序對應的存儲地址,防止因調用錯誤而產生嚴重后果。
二、刀具補償值的輸入和修改
根據刀具的實際尺寸和位置,將刀具半徑補償值和刀具長度補償值輸入到與程序對應的存儲位置。
需注意的是,補償的數據正確性、符號正確性及數據所在地址正確性都將威脅到加工,從而導致撞車危險或加工報廢。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF