在數控銑削加工中,形狀復雜的零件,特別是具有非圓曲線、列表曲線及曲面的零件,用一般的編程方法編寫會有一定的困難,且出錯的幾率較高,有的甚至無法編出程序。宏編程就很好地解決了這一問題。宏編程可以將數學公式、微分方程等有關的知識結合到程序中,是一種利用基本計算方法解決工程實際問題的有效方法。生產中常用的一些零件,如凸輪、齒輪、離合器和螺旋線等都可以使用宏編程。本文以如圖1所示的等速凸輪為例,講述宏編程的應用。
非圓曲線輪廓零件在編程時所做的數學處理一般分兩步:一是選擇插補方式,即首先應決定是采用直線段(G01)逼近非圓曲線還是采用圓弧段(G02)逼近非圓曲線;二是插補節點坐標計算。等間距法是常用的方法,使一坐標的增量相等,然后求出曲線上相應的節點,將相鄰的節點連成直線,用這些直線段組成的折線代替原來的輪廓曲線。這種方法的特點是計算簡單,坐標增量的選取可大可小,選的越小則加工精度越高,同時節點會增多,相應的程序長度也將增加。而采用宏編程正好可以彌補這一缺點,不管選取的節點是多少,其程序段不會增加。
裝夾此工件可通過心軸安裝在分度頭上,當用分度頭銑削時,分度頭仰角應等于90°,使其主軸和工作臺臺面垂直。此外,為了防止凸輪在銑削過程中工件轉動,在工件與心軸
之間用平鍵聯接進行角向定位。對等速凸輪來說,其從動件滾子中心的運動軌跡是一條真正的平面螺旋線,而凸輪的實際外形曲線只不過是滾子外圓在各個不同瞬時位置的包絡線。因此,立銑刀的直徑應當與滾子直徑相等。這里選用φ16mm的立銑刀。
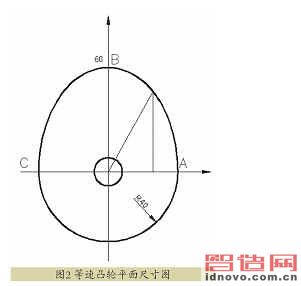
如圖2所示,按照A-B-C-A的刀具軌跡進行加工,其中AB段和BC段為阿基米德螺旋線。以AB段為例介紹宏編程的應用。先將其分為90份直線段;用變量#1和#2分別代表各段節點的X、Y坐標;用變量#3表示角度的增加,其初值為0°;用變量#4表示半徑的增加,其初值為40;最后算出90份直線段中每段的半徑升高量為(60-40)/90mm。下面是所生產的宏程序。
O1234
G54 G90 G00 Z100
G42 G00 X45 Y-10 D01 //建立刀具右補償,D01=8mm
M03 S1000
G01 Z-5 F50
G01 X40 Y0 F100
#3=0 //變量#3存儲變化的角度
#4=40 //變量#4存儲變化的半徑
WHILE [#3 LE 90] DO1 //循環開始
#1=#4*COS[#3] //變量#1存儲
節點的X坐標
#2=#4*SIN[#3] //變量#2存儲節
點的Y坐標
G01 X#1 Y#2 F100
#3=#3+1 //變量#3遞增,每段增加1°
#4=#4+20/90 //變量#4遞增,每段升高20/90
END1 //循環體結束
宏編程與一般數控程序的區別主要在于其能支持變量、運算和流程控制,它能充分展示一個編程員的數控編程技巧。合理的選用變量,可以提高零件的加工精度(多選節點)和
編程效率。宏編程趣味性大,千變萬化,掌握它的關鍵就在于抓住圖形輪廓的規律,靈活地運用變量。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF