數(shù)控加工具有加工精度高、效率高和質(zhì)量穩(wěn)定等特點(diǎn),而合理掌握刀具補(bǔ)償方法,靈活應(yīng)用刀具補(bǔ)償功能,合理設(shè)置刀具半徑補(bǔ)償值,是保證精度和質(zhì)量穩(wěn)定的重要因素。但是在數(shù)控編程加工編程的過(guò)程中,還經(jīng)常出現(xiàn)一些刀具半徑補(bǔ)償功能應(yīng)用上的錯(cuò)誤,因此,有必要對(duì)數(shù)控加工的刀具半徑補(bǔ)償方法進(jìn)行探討。
一、刀具半徑補(bǔ)償原理
數(shù)控機(jī)床在加工過(guò)程中,其所控制的是刀具中心的軌跡。因此在數(shù)控編程時(shí),可以根據(jù)刀具中心的軌跡進(jìn)行編程,這種編程方法稱(chēng)為刀具中心編程。粗加工中由于留有余量,對(duì)零件的尺寸精度影響不大,對(duì)簡(jiǎn)單圖形可采用刀具中心軌跡編程。但是當(dāng)零件加工部分形狀較為復(fù)雜時(shí),如果選用刀具中心編程,就會(huì)給計(jì)算關(guān)鍵點(diǎn)帶來(lái)很大工作量,而且往往由于關(guān)鍵點(diǎn)的計(jì)算誤差影響機(jī)床的插補(bǔ)運(yùn)算,進(jìn)而產(chǎn)生報(bào)警,使加工無(wú)法正常進(jìn)行。因此可以利用理論輪廓編程,即按圖形的輪廓進(jìn)行編程。采用理論輪廓編程,需要在系統(tǒng)中預(yù)先設(shè)定偏置參數(shù),數(shù)控系統(tǒng)會(huì)自動(dòng)計(jì)算刀具中心軌跡,使刀具偏離圖形輪廓一個(gè)刀具值,從而使刀具能加工到圖形的實(shí)際輪廓,這種功能即為刀具半徑補(bǔ)償功能。
二、刀具補(bǔ)償?shù)倪^(guò)程
數(shù)控系統(tǒng)的刀具補(bǔ)償是將計(jì)算刀具中心軌跡的過(guò)程交由CNC系統(tǒng)執(zhí)行,編程時(shí)不考慮刀具半徑,直接根據(jù)零件的輪廓形狀進(jìn)行編程,而實(shí)際的刀具半徑則放在一個(gè)可編程刀具半徑的偏置寄存器中。在加工過(guò)程中,CNC系統(tǒng)根據(jù)已編好的程序和刀具偏置寄存器中的刀具半徑,自動(dòng)計(jì)算刀具中心軌跡,完成對(duì)零件的加工。當(dāng)?shù)毒甙霃桨l(fā)生變化時(shí),不需要修改零件程序,只需修改刀具半徑寄存器中的刀具直徑值即可。
現(xiàn)在的CNC系統(tǒng)一般都設(shè)置有16、32、64或更多個(gè)可編程刀具偏置寄存器,并對(duì)刀具進(jìn)行編號(hào),專(zhuān)供刀具補(bǔ)償之用。進(jìn)行數(shù)控編程時(shí),只需調(diào)用刀具補(bǔ)償參數(shù)所對(duì)應(yīng)的寄存器編號(hào)即可加工。在加工時(shí),CNC系統(tǒng)將該編號(hào)對(duì)應(yīng)的刀具半徑值從寄存器中取出,對(duì)刀具中心軌跡進(jìn)行補(bǔ)償計(jì)算,生成實(shí)際的刀具中心軌跡。刀具半徑補(bǔ)償執(zhí)行時(shí),采用交點(diǎn)運(yùn)算方式,即每段程序執(zhí)行開(kāi)始前,系統(tǒng)會(huì)先行讀入兩段,并計(jì)算其交點(diǎn),然后自動(dòng)按啟動(dòng)階段的矢量在每個(gè)前進(jìn)方向的左側(cè)或右側(cè)加上刀補(bǔ)矢量路徑。
三、錯(cuò)誤應(yīng)用刀具半徑補(bǔ)償?shù)姆治?/P>
1.刀具半徑補(bǔ)償指令的正確使用方法
建立刀具補(bǔ)償指令用G41或G42,取消刀具補(bǔ)償指令用G40。格式為:
G01 G41(G42)G17(G18,G19)X___Y___D___,
G01 G40 X___Y___
其中G41為左刀補(bǔ),在加工外輪廓時(shí)為順時(shí)針加工,加工內(nèi)輪廓時(shí)為逆時(shí)針加工;G42為右刀補(bǔ),在加工外輪廓時(shí)為逆時(shí)針加工,加工內(nèi)輪廓時(shí)為順時(shí)針加工。
首先應(yīng)指明補(bǔ)償平面,數(shù)控系統(tǒng)一般默認(rèn)為G17,可省略,若要在YOZ或XOZ平面進(jìn)行補(bǔ)償時(shí),需指明,不可省略,而且刀具半徑補(bǔ)償平面的切換必須在補(bǔ)償取消方式下進(jìn)行。刀具半徑補(bǔ)償?shù)慕⑴c取消只能用G00或G01,而不能用G02或G03。
如圖1所示的切削外輪廓,如采用下面程序則會(huì)報(bào)警。
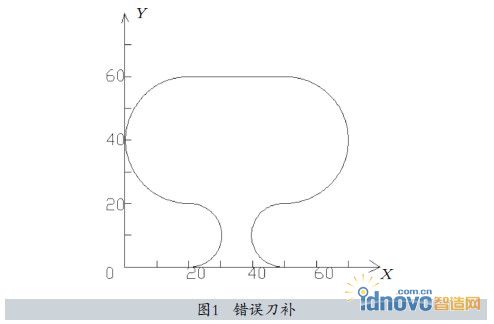
%1234
N10 G54 G90 G00 X20 Y0 S800 M03
N20 G41 G03 X20 Y20 R10 D01 F200
N30 G02 X20 Y60 R20
N40 G01 X50 Y60
N50 G02 X50 Y20 R20
N60 G03 X50 Y0 R10
N70 G40 G00 X0 Y0 M05
N80 M30
產(chǎn)生錯(cuò)誤的原因,是在N20程序段中,半徑補(bǔ)償指令中用G03希望使零件表面不產(chǎn)生進(jìn)刀痕跡,但此程序?qū)?bào)警且終止運(yùn)行。
2.刀具補(bǔ)償設(shè)置的撤消
刀具補(bǔ)償撤消時(shí),同樣不能用G02或G03取消刀具補(bǔ)償,如將上述程序中的N60段改為“N60 G40 G03 X50 Y0 R10”,程序執(zhí)行到此條時(shí)仍會(huì)報(bào)警。
3.空運(yùn)行到達(dá)刀具補(bǔ)償位置時(shí)注意進(jìn)刀位置
從直線邊切入工件進(jìn)行加工時(shí),刀具補(bǔ)償指令應(yīng)注意將終點(diǎn)坐標(biāo)與被加工段設(shè)置在同一直線上,以避免由于過(guò)切現(xiàn)象而報(bào)警。此處的所謂過(guò)切,是指刀具在空行程運(yùn)行中,系統(tǒng)會(huì)認(rèn)為切削內(nèi)輪廓產(chǎn)生刀具干涉的現(xiàn)象。例如加工圖2所示軌跡,如果按照程序“%6789”加工,系統(tǒng)就會(huì)報(bào)警。因?yàn)樵诖顺绦蛑校庸さ能壽E為OEAB,由于OE和EA(如圖2所示)構(gòu)成了小于90°的角,則系統(tǒng)會(huì)認(rèn)為刀具產(chǎn)生干涉。若將N20和N30改為一條程序段“G41 G00 X20 Y20 F200D01”(即加工軌跡為OAB),或?qū)20改為“G41 G00 X20 Y10”,N30和N40改為“G01 X20 Y60 F200”,則程序能夠正確執(zhí)行。
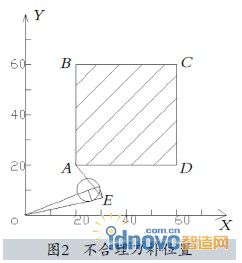
%6789
N10 G54 G90 G00 X0 Y0 S800 M03
N20 G41 G00 X30 Y10 D01
N30 G01 X20 Y20 F200
N40 Y60
N50 X60
N60 Y20
N70 X20
N80 G40 G00 X0 Y0 M05
N90 M30
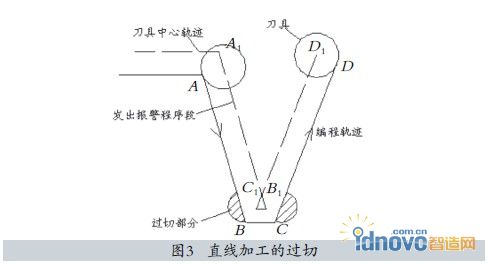
4.內(nèi)輪廓刀補(bǔ)的過(guò)切
在加工內(nèi)輪廓時(shí),若內(nèi)輪廓的兩直線夾角小于90°,當(dāng)?shù)毒甙霃竭x用過(guò)大,采用半徑補(bǔ)償指令進(jìn)行手工編程時(shí),會(huì)產(chǎn)生過(guò)切現(xiàn)象。如圖3所示,編程軌跡為AB →BC →CD, 為對(duì)應(yīng) 于AB、BC的刀具中心軌跡交點(diǎn),當(dāng)讀入編程軌跡CD時(shí),就要對(duì)上段軌跡進(jìn)行修正,確定刀具中心應(yīng)從點(diǎn)移到
為對(duì)應(yīng) 于AB、BC的刀具中心軌跡交點(diǎn),當(dāng)讀入編程軌跡CD時(shí),就要對(duì)上段軌跡進(jìn)行修正,確定刀具中心應(yīng)從點(diǎn)移到 點(diǎn),這時(shí)必將產(chǎn)生如圖陰影部分所示的過(guò)切。
點(diǎn),這時(shí)必將產(chǎn)生如圖陰影部分所示的過(guò)切。
5.內(nèi)圓弧刀補(bǔ)設(shè)置
加工內(nèi)圓弧輪廓時(shí),設(shè)定的刀具半徑不應(yīng)大于所需加工的圓弧半徑,否則系統(tǒng)將提示“過(guò)切或有碰撞危險(xiǎn),刀具干涉”等。
三、實(shí)例分析
毛坯為120mm×60mm×10mm板材,5mm深的外輪廓已粗加工過(guò),周邊留2mm余量,要求加工出如圖4所示的外輪廓及Ф20mm的孔,工件材質(zhì)為鋁(在此只以加工外輪廓為例)。
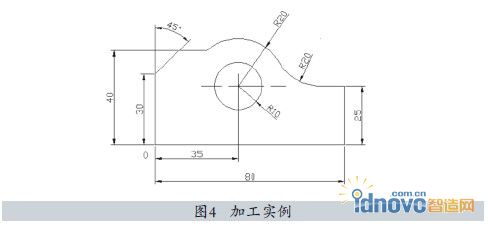
%5566(零點(diǎn)在0點(diǎn))
N10 G54 G90 G00 X0 Y-20 S800 M03
N20 Z-5
N30 G01 G41 Y-10 D01 F200
N40 Y30
N50 X10 Y40
N60 X21.8
N70 G02 X52.3 Y35 R20
N80 G03 X69.6 Y25 R20
N90 G01 X80 Y25
N100 Y0
N110 X-10
N120 G40 G00 X0 Y0 Z50 M05
N130 M30
四、結(jié)束語(yǔ)
刀具半徑補(bǔ)償指令是數(shù)控編程中應(yīng)用最廣最重要的指令,正確應(yīng)用刀具半徑補(bǔ)償對(duì)復(fù)雜零件簡(jiǎn)化編程計(jì)算和提高零件精度具有舉足輕重的作用。本文對(duì)刀具半徑補(bǔ)償用法作出總結(jié),供廣大數(shù)控加工編程人員參考,希望能幫助用戶更好地應(yīng)用刀具補(bǔ)償編程,優(yōu)化程序,提高編程效率和零件加工精度。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書(shū)Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專(zhuān)業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書(shū) AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF