焊條電弧焊的電源設備分三類:包括交流電弧焊變壓器、直流弧焊電源、逆變弧焊電源。
1.對焊條電弧焊電源設備的要求
焊條電弧焊時,欲獲得優良的焊接接頭,首先要使電弧穩定地燃燒。決定電弧穩定燃燒的因素很多,如電源設備、焊條成分、焊接規范及操作工藝等,其中主要的因素是電源設備。焊接電弧在起弧和燃燒時所需要的能量,是靠電弧電壓和焊接電流來保證的,為確保能順利起弧和穩定地燃燒。要求:
(1) 焊接電源在引弧時,應供給電弧以較高的電壓(但考慮到操作人員的安全,這個電壓不宜太高,通常規定該空載電壓在50-90伏)和較小的電流(幾個安培);引燃電弧、并穩定燃燒后,又能供給電弧以較低的電壓(16-40伏)和較大的電流(幾十安培至幾百安培)。電源的這種特性,稱為陡降外特性。
(2) 焊接電源還要滿足可以靈活調節焊接電流,以滿足焊接不同厚度的工件時所需的電流。此外,還應具有好的動特性。
2.交流弧焊電源
交流弧焊電源是一種特殊的降壓變壓器,它具有結構簡單、噪音小、價格便宜、使用可靠、維護方便等優點。交流弧焊電源分動鐵式和動圈式兩種。BX1-300型動鐵式弧焊機是目前用得較廣的一種交流弧焊機,其外形如圖1所示。交流弧焊機可將工業用的電壓(220V或380V)降低至空載60~70V、電弧燃燒時的20~35V。它的電流調節通過改變活動鐵心的位置來進行。具體操作方法是借轉動調節手柄,并根據電流指示盤將電流調節到所需值。動圈式弧焊電源則通過變壓器的初級和次級線圈的相對位置來調節焊接電流的大小。
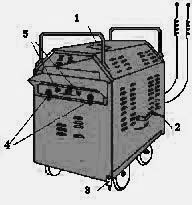
圖1 BX1-330交流弧焊機
1-電流指示盤 2-調節手柄(細調電流) 3-接地螺釘
4-焊接電源兩極(接工件和焊條) 5-線圈抽頭(粗調電流)
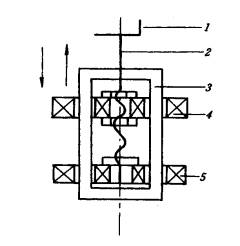
圖2 BX3型動圈式弧焊變壓器示意圖
1-調節手柄 2-調節螺桿 3-主鐵心
4-可動次級線圈 5-初級線圈
3.直流弧焊電源
直流弧焊電源輸出端有正、負極之分,焊接時電弧兩端極性不變。弧焊機正、負兩極與焊條、焊件有兩種不同的接線法:將焊件接到弧焊機正極,焊條接至負極,這種接法稱正接,又稱正極性;反之,將焊件接到負極,焊條接至正極,稱為反接,又稱反極性。焊接厚板時,一般采用直流正接,這是因為電弧正極的溫度和熱量比負極高,采用正接能獲得較大的熔深。焊接薄板時,為了防止燒穿,常采用反接。在使用堿性低氫鈉型焊條時,均采用直流反接。

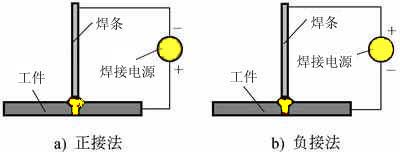
圖3 直流弧焊機的不同極性接法
1)旋轉式直流弧焊機
旋轉式直流弧焊機是由一臺三相感應電動機和一臺直流弧焊發電機組成,又稱弧焊發電機。圖4所示是旋轉式直流弧焊機的外形。它的特點是能夠得到穩定的直流電,因此,引弧容易,電弧穩定,焊接質量較好。但這種直流弧焊機結構復雜,價格比交流弧焊機貴得多,維修較困難,使用時噪音大。現在,這種弧焊機已停止生產正在淘汰中。
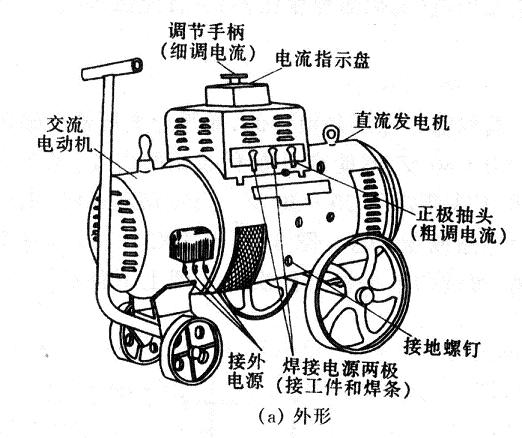
圖4 直流弧焊機
2)整流式直流弧焊機
整流式直流弧焊機的結構相當于在交流弧焊機上加上整流器,從而把交流電變成直流電。它既彌補了交流弧焊機電弧穩定性不好的缺點,又比旋轉式直流弧焊機結構簡單,消除了噪音。它己逐步取代旋轉式直流弧焊機。#p#分頁標題#e#
3) 逆變式弧焊變壓器:
逆變是指將直流電變為交流電的過程。它可通過逆變改變電源的頻率,得到想要的焊接波形。
其特點是:
提高了變壓器的工作頻率,使主變壓器的體積大大縮小,方便移動;提高了電源的功率因數;有良好的 動特性;飛濺小,可一機多用,可完成多種 焊接。其原理框圖如下:
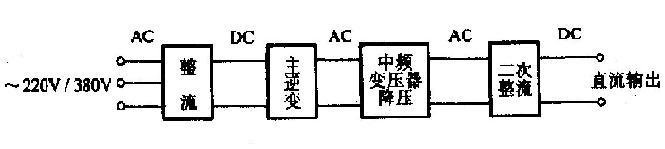
圖5 逆變電源的基本原理框圖