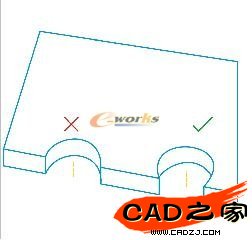
·部分孔規(guī)則 (Partial Hole Rule):
確保穿過零件邊界的孔不超過材料中指定的百分比。
在孔開在零件的界限之外時(shí),至少 75% 的孔區(qū)域應(yīng)在材料中。勿使孔軸與零件邊緣斜交,否則鉆頭會(huì)走位。
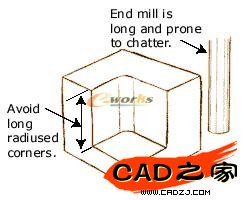
·深容套/槽縫(Deep Pocket/Slot):
既深又狹窄的槽縫很難加工。加工既深又狹窄的槽縫時(shí)需使用的細(xì)長(zhǎng)端銑刀容易振動(dòng),因此很難達(dá)到嚴(yán)格的公差要求。
*建議:避免具有長(zhǎng)半徑的長(zhǎng)邊角。
妥善設(shè)計(jì)碾磨區(qū)域,使端銑刀的長(zhǎng)度到直徑的比例不超過 3:1。

·無法訪問的特征(Inaccessible Features Rules):
檢查可能需要特殊切割工具或切割步驟的無法訪問的特征。
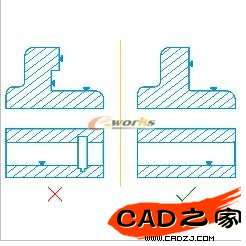
特征應(yīng)該易于接近,以便以所需方向進(jìn)行加工。
無法接近的特征要求特殊的加工工具或加工技巧。
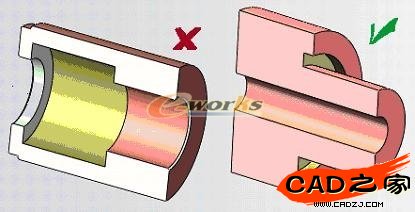
·碾磨尖內(nèi)角(Mill Sharp Internal Corners):
確保角不會(huì)由于過尖而無法對(duì)其執(zhí)行標(biāo)準(zhǔn)碾磨操作。

尖內(nèi)角無法通過傳統(tǒng)碾磨工藝加工,需要采用如 EDM之類的非傳統(tǒng)加工工藝。
*建議:在設(shè)計(jì)一個(gè)三邊線內(nèi)角時(shí),內(nèi)側(cè)邊線中的一條必須具有端銑刀的半徑。推薦使用較大的邊角半徑,以便容納較大的碾刀。使用裝配人員推薦的半徑以便確保容易獲取和維護(hù)工具。
如果不能避免尖角,可鉆一個(gè)單獨(dú)空隙孔以便于安裝凸出的 90 度角。由于鉆頭不能承受大的側(cè)向載荷,故需先鉆孔。