副標題#e# 0 引言
現場銑床是用于石化裝置的現場加工設備。為了適應現場的加工環境,要求現場銑床在滿足性能、精度等條件下,其質量和體積盡可能最小。在實際應用中由于橫梁的受力變形引起振動,導致工件表面產生了波紋狀刀痕,嚴重影響了加工精度和表面質量。因此,有必要借助有限元軟件CosmosWorks,對機床主要移動部件進行靜、動態分析。
1 建模與理論分析
1.1實體模型的建立
采用SolidWorks軟件建立現場銑床的三維實體模型。銑床在加工時切削力經主軸、主軸箱傳遞給橫梁,主軸箱的重力及懸臂產生的扭矩直接作用于橫梁,所以橫梁為現場銑床的關鍵部件,它的剛度直接影響加工精度,因此把橫梁、主軸箱作為主要分析的對象。
1.2現場銑床靜態和動態特性理論分析
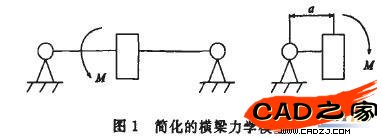
將橫梁的結構簡化為兩點簡支梁支承形式,如圖1所示(a為橫梁中心到主軸箱質心距離),主軸箱的重力給橫梁一力矩M,根據機床運動情況,當主軸箱沿橫梁移動到中間位置時,是機床靜態剛度最弱的工作狀況,靜力學分析將選擇此時機床的位姿來計算。
首先,進行變量定義,設Fx為切向銑削分力;P為銑削力系數;Sx為工件的移動距離;B為工件寬度;ap為背吃刀量;z為刀具齒數;D為面銑刀直徑;m為橫梁和主軸箱有限元模型的總體質量矩陣;k為橫梁和主軸箱有限元模型的總體剛度矩陣;w為實數,為簡諧運動的頻率;φ為任意常數。
根據銑削力計算公式,計算出在加工過程中刀具在各方向的受力。
以直徑40 mm的6齒盤銑刀銑削45#鋼(調質)工件為例,背吃刀量為5 mm時的進給量為每齒0.2 mm。各銑削分力可由與Fx的比值求得,Fx=1315.2 N,Fy=1808 N,Fx=3123.6 N。其中對加工精度影響最大的是沿Z向分力。
當銑床處于未工作時狀態時,主軸箱的自重G,使橫梁受到主軸箱施加的力矩M1。在銑削加工中,銑刀接觸工件時,主軸箱受的軸向銑削力E=3123.6 N,主軸箱的重力為G=1986.4 N,E>G,合力作用產生力矩M2,由于橫梁剛度不足,使得主軸箱有向上抬起的可能,在銑刀脫離工件時主軸箱受自重回落到原來位置,這樣產生了"讓刀"現象,如圖2所示,導致銑刀平面與工件面呈一角度,當橫梁作進給運動時,工件表面產生波紋狀刀痕,影響了加工精度。
在橫梁和主軸箱振動過程中,可轉化n自由度無阻尼系統有限元模型的自由振動方程為:
由于彈性體的自由振動可分解為一系列簡諧振動的疊加。因此可設式(1)的解為:
現場銑床是用于石化裝置的現場加工設備。為了適應現場的加工環境,要求現場銑床在滿足性能、精度等條件下,其質量和體積盡可能最小。在實際應用中由于橫梁的受力變形引起振動,導致工件表面產生了波紋狀刀痕,嚴重影響了加工精度和表面質量。因此,有必要借助有限元軟件CosmosWorks,對機床主要移動部件進行靜、動態分析。
1 建模與理論分析
1.1實體模型的建立
采用SolidWorks軟件建立現場銑床的三維實體模型。銑床在加工時切削力經主軸、主軸箱傳遞給橫梁,主軸箱的重力及懸臂產生的扭矩直接作用于橫梁,所以橫梁為現場銑床的關鍵部件,它的剛度直接影響加工精度,因此把橫梁、主軸箱作為主要分析的對象。
1.2現場銑床靜態和動態特性理論分析
將橫梁的結構簡化為兩點簡支梁支承形式,如圖1所示(a為橫梁中心到主軸箱質心距離),主軸箱的重力給橫梁一力矩M,根據機床運動情況,當主軸箱沿橫梁移動到中間位置時,是機床靜態剛度最弱的工作狀況,靜力學分析將選擇此時機床的位姿來計算。
首先,進行變量定義,設Fx為切向銑削分力;P為銑削力系數;Sx為工件的移動距離;B為工件寬度;ap為背吃刀量;z為刀具齒數;D為面銑刀直徑;m為橫梁和主軸箱有限元模型的總體質量矩陣;k為橫梁和主軸箱有限元模型的總體剛度矩陣;w為實數,為簡諧運動的頻率;φ為任意常數。
根據銑削力計算公式,計算出在加工過程中刀具在各方向的受力。
以直徑40 mm的6齒盤銑刀銑削45#鋼(調質)工件為例,背吃刀量為5 mm時的進給量為每齒0.2 mm。各銑削分力可由與Fx的比值求得,Fx=1315.2 N,Fy=1808 N,Fx=3123.6 N。其中對加工精度影響最大的是沿Z向分力。
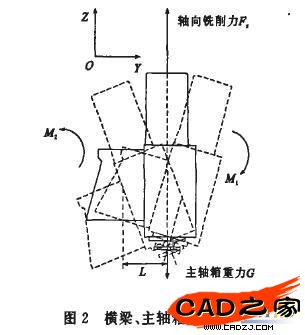
當銑床處于未工作時狀態時,主軸箱的自重G,使橫梁受到主軸箱施加的力矩M1。在銑削加工中,銑刀接觸工件時,主軸箱受的軸向銑削力E=3123.6 N,主軸箱的重力為G=1986.4 N,E>G,合力作用產生力矩M2,由于橫梁剛度不足,使得主軸箱有向上抬起的可能,在銑刀脫離工件時主軸箱受自重回落到原來位置,這樣產生了"讓刀"現象,如圖2所示,導致銑刀平面與工件面呈一角度,當橫梁作進給運動時,工件表面產生波紋狀刀痕,影響了加工精度。
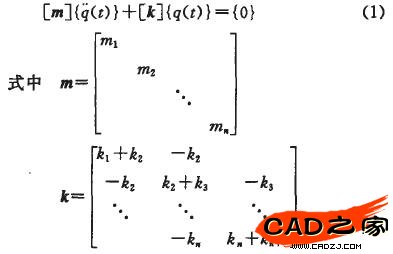
在橫梁和主軸箱振動過程中,可轉化n自由度無阻尼系統有限元模型的自由振動方程為:
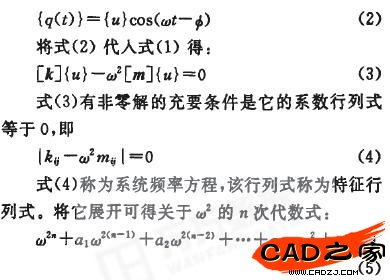
由于彈性體的自由振動可分解為一系列簡諧振動的疊加。因此可設式(1)的解為:
![]()
假定系統的質量矩陣與剛度矩陣都是正定的實對稱矩陣,可以證明,式(4)的冗個根均為正實根,它們對應于系統的咒個自然頻率,這里假定各根互不相等,即沒有重根,因而可以由小到大按次序排列為:
將求得的wr(r=1,2,…,n)分別代人式(3)求得相應的"u(r)"這就是系統的模態向量或振型向量。可知各階固有頻率與單位質量的剛度成正比,提高了單位質量剛度也就提高了固有頻率。由于激振力的頻率一般都不太高,因而只有最低階的幾階頻率才有可能與機床頻率接近或重合產生共振。高階模態的頻率已高于可能出現的激振頻率,一般不可能產生共振,對于加工質量的影響不大,所以只分析最低階的幾階模態。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF