在工程機械的市場競爭日趨激烈,產品更新換代更加迅速的今天,一個企業要求得生存和發展,必須能以最短的時間,最經濟的手段和最好的質量滿足用戶的訂單要求。困而,應用先進的計算機技術以實現設計、繪圖、工藝規程編制、工裝設計,以及制造自動化無疑是邁向工程機械產業現代化的必由之路,而 CAD/ CAPP正是其核心。
以往的CAD和CAPP多采取各自發展的方法。設計部門用CAD繪圖,只考慮幾何圖形,不管工藝,圖形上工藝尺寸也很少設置。工藝部門在單獨開發的CAPP中必須再次人工輸人零件的各種形狀和尺寸數值,以及各種工藝要求等,不僅費時而且易出現差錯。
經過有關工廠的實踐證明,我們所采取的在TOP CAD平臺上開發出的“全息 CAD/ CAPP集成系統”是解決上述問題的卓有成效的途徑。該系統能在運用CAD模塊生成產品圖紙的同時,通過集成的CAPP模塊完成工藝規程的編制,并吸取了成組技術的成果,全部參數均可方便地設置成變量,只要輸人幾個參數值就能獲得系列產品的圖紙和工藝。所介紹的“全息 CAD/ CAPP集成系統”維護簡單,無需編程,可隨時在所提供的變量菜單中增減或更改變量,以適應市場變化,迅速生成新產品,因而有著持續的生命力。
該集成系統的人機界面是全中文的,并使用一目了然的圖標,繪圖、設置變量、設置變量間關系式、設置工藝流程均很簡便。屏幕右側有可直接用鼠標點用的已建立的圖形幻燈片庫,幻燈片上有文字和簡圖說明,使用方便,無需記憶操作命令或零件圖號。
該集成系統不僅具有很強的實用性和先進性,而且使用微機,所需價格低廉,適于向中小型工程機械制造廠推廣。
2 系統的總體框圖
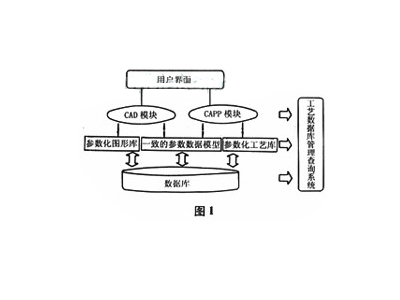
如圖1所示,系統功能的實現是按模塊化設計的,CAD和CAPP之間通過一致的參數模型和數據庫建立通訊,信息共享。系統還可再擴充CAM模塊,生成數控程序,以適應數控機床的要求。
3 CAD模塊
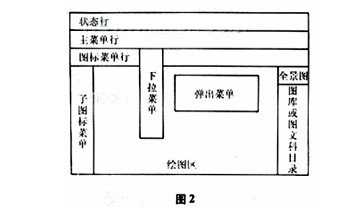
圖2為屏幕的人機界面布置。狀態行可手工鍵人命令,一般可不用,因為使用圖標更方便。主菜單行有十個欄目可選,例如:文件處理、變量設置、圖形編輯等。各欄目均有下拉菜單或彈出菜單,如變量設置的下拉菜單內容為:外部變量設置、內部變量設置、外部數據庫設置、內部數據庫設置等。圖標菜單行有繪圖用的各種圖標(直線、圓、曲線、裝合塊圖、畫剖面線等),當用鼠標點取一個圖標后,在屏幕右側的“圖庫或圖文件目錄”就是前言中所述的圖形幻燈片庫。“全景圖”是縮小的在畫圖形,當繪圖區的圖形放大時,可掌握全圖狀況。
該CAD模塊除了擁有一般的CAD系統功能外,還具有以下特點:
(1)全參數化繪圖:所有的點、線或尺寸均能設置為變量,變量間可給定關系表達式,且變量及關系表達式可隨時修改,無需編程。
(2)數據庫功能強:可隨時建立數據庫,項目和數據修改方便,且工廠原有的*BF數據庫仍然能夠使用。
(3)裝配圖自動消隱:把各零件圖作為塊圖拼裝即可得到裝配圖,只要簡單地設置各零件的優先級,其相互重疊的圖線部分會按需要自動消隱。
(4)能動畫演示:可把其變量定為動畫自變量,圖形即可在屏幕上動畫演示,觀察機構的活動范圍,運動軌跡或是否干涉等。
(5)檢索圖紙可觀性:幻燈片庫的第一層是圖庫(相當于計算機中的一個子目錄),點取某圖庫后出現第二層為該圖庫下的圖形庫。圖形可以是裝配圖或零件圖。使用菜單引導建立幻燈片。
(6)圖形文件交換:可與其它 C AD系統以DXF、DWG、IGES、BMP等多種格式交換圖形文件。
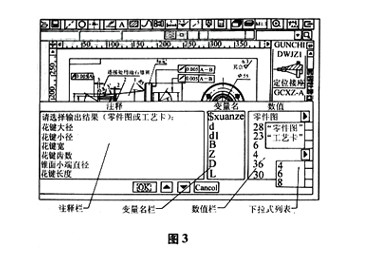
工程技術人員在運行CAD模塊時,在圖標和菜單引導下,繪圖過程和習慣相同,僅僅多了增加設置必要的變量內容。當已繪有基本圖形后,再繪系列化圖紙就更方便了。圖3是一根花鍵軸,在點取主菜單行變量欄的下拉菜單“外部變量”項時,在屏幕下方顯示跳出菜單:在跳出菜單的第三列輸人花鍵大徑、花鍵小徑等尺寸數值,即可獲得所需的新零件圖,所有其它尺寸和公差均自動生成和標注好,甚至連圖號也能自動生成。為避免輸人出錯,例如花鍵齒數應符合規定,在花鍵齒數一行最右端有一小黑三角,鼠標點它時顯示數字菜單:4、6、8,表示只能選三者之一。 #p#分頁標題#e#
4 CAPP模塊
CAPP模塊的生成原理也是基于成組技術,以派生式為主,兼容了創成式的思想。因為批量生成的許多工程機械零件具有相似性,同一類零件有相似的工藝路線,在成組技術指導下易生成典型工藝或標準工藝。
CAPP模塊的人機界面與CAD相同,以便于使用。在點取主菜單行變量欄的下拉菜單“內部變量”項后,按順序寫人工藝規程。每一行工藝都可包含變量(包括CAD時給出的變量),從而使工藝可在CAD生成新圖時同時也生成新的工藝規程。
在圖 3的跳出菜單第一行給出變量$xuanze,其右端“數值”項輸人“零件圖”時是 CAD繪圖,當“數值”項輸人“工藝卡”時就是CAPP生成工藝規程。鼠標點最右的小黑三角可出現“零件圖”和“工藝卡”菜單供選擇,可用于省去輸人中文字符。
該集成系統由于 CAD和 CAPP納人同一個界面下,其變量及其參數值也都是共享的,因此CAPP模塊可直接從CAD中讀取全部信息,包括幾何信息、工藝信息和產品信息,如形狀、尺寸、公差、表面粗糙度、材料牌號、產品型號和圖號等。避免了孤立的CAPP系統人工重復輸人所帶來的諸如勞動量大、費時、容易出錯、易造成CAD和CAPP不一致等問題。同時,如在編制工藝時發現的圖紙問題,也能立即轉到 CAD中修改圖形和參數,達到零件信息在CAD和CAPP間實時交換,符合并行工程的要求。
5 結束語
目前,該系統已成功地運用于有關工廠的回轉件或非回轉件(非回轉件的運行過程和回轉件相同,不增加復雜性)的 CAD/ CAPP中,生成適用的圖紙和工藝規程。由于數據管理和維護簡單,具有良好的可移植性,便于推廣。
CAD/ CAM作為 CIMS的一個關鍵環節,最終的目的是實現 CAD/ CAPP/ CAM的集成。鑒于市場上CAM軟件比較成熟,自行開發并不合算,商業化CAM軟件一般以 IGES格式作為零件信息的輸人方式。該系統提供了將零件信息以IGES格式輸出的接口,因而很容易實現CAD/ CAPP/ CAM的集成。對于系列產品,可仿效本系統CAPP模塊的方法,順序寫人參數化的數控程序,即可快速生成新零件的數控程序。此時在$xuanze一行的變量表中增加“數控程序”選項即可。
以往的CAD和CAPP多采取各自發展的方法。設計部門用CAD繪圖,只考慮幾何圖形,不管工藝,圖形上工藝尺寸也很少設置。工藝部門在單獨開發的CAPP中必須再次人工輸人零件的各種形狀和尺寸數值,以及各種工藝要求等,不僅費時而且易出現差錯。
經過有關工廠的實踐證明,我們所采取的在TOP CAD平臺上開發出的“全息 CAD/ CAPP集成系統”是解決上述問題的卓有成效的途徑。該系統能在運用CAD模塊生成產品圖紙的同時,通過集成的CAPP模塊完成工藝規程的編制,并吸取了成組技術的成果,全部參數均可方便地設置成變量,只要輸人幾個參數值就能獲得系列產品的圖紙和工藝。所介紹的“全息 CAD/ CAPP集成系統”維護簡單,無需編程,可隨時在所提供的變量菜單中增減或更改變量,以適應市場變化,迅速生成新產品,因而有著持續的生命力。
該集成系統的人機界面是全中文的,并使用一目了然的圖標,繪圖、設置變量、設置變量間關系式、設置工藝流程均很簡便。屏幕右側有可直接用鼠標點用的已建立的圖形幻燈片庫,幻燈片上有文字和簡圖說明,使用方便,無需記憶操作命令或零件圖號。
該集成系統不僅具有很強的實用性和先進性,而且使用微機,所需價格低廉,適于向中小型工程機械制造廠推廣。
2 系統的總體框圖
如圖1所示,系統功能的實現是按模塊化設計的,CAD和CAPP之間通過一致的參數模型和數據庫建立通訊,信息共享。系統還可再擴充CAM模塊,生成數控程序,以適應數控機床的要求。
3 CAD模塊
圖2為屏幕的人機界面布置。狀態行可手工鍵人命令,一般可不用,因為使用圖標更方便。主菜單行有十個欄目可選,例如:文件處理、變量設置、圖形編輯等。各欄目均有下拉菜單或彈出菜單,如變量設置的下拉菜單內容為:外部變量設置、內部變量設置、外部數據庫設置、內部數據庫設置等。圖標菜單行有繪圖用的各種圖標(直線、圓、曲線、裝合塊圖、畫剖面線等),當用鼠標點取一個圖標后,在屏幕右側的“圖庫或圖文件目錄”就是前言中所述的圖形幻燈片庫。“全景圖”是縮小的在畫圖形,當繪圖區的圖形放大時,可掌握全圖狀況。
該CAD模塊除了擁有一般的CAD系統功能外,還具有以下特點:
(1)全參數化繪圖:所有的點、線或尺寸均能設置為變量,變量間可給定關系表達式,且變量及關系表達式可隨時修改,無需編程。
(2)數據庫功能強:可隨時建立數據庫,項目和數據修改方便,且工廠原有的*BF數據庫仍然能夠使用。
(3)裝配圖自動消隱:把各零件圖作為塊圖拼裝即可得到裝配圖,只要簡單地設置各零件的優先級,其相互重疊的圖線部分會按需要自動消隱。
(4)能動畫演示:可把其變量定為動畫自變量,圖形即可在屏幕上動畫演示,觀察機構的活動范圍,運動軌跡或是否干涉等。
(5)檢索圖紙可觀性:幻燈片庫的第一層是圖庫(相當于計算機中的一個子目錄),點取某圖庫后出現第二層為該圖庫下的圖形庫。圖形可以是裝配圖或零件圖。使用菜單引導建立幻燈片。
(6)圖形文件交換:可與其它 C AD系統以DXF、DWG、IGES、BMP等多種格式交換圖形文件。
工程技術人員在運行CAD模塊時,在圖標和菜單引導下,繪圖過程和習慣相同,僅僅多了增加設置必要的變量內容。當已繪有基本圖形后,再繪系列化圖紙就更方便了。圖3是一根花鍵軸,在點取主菜單行變量欄的下拉菜單“外部變量”項時,在屏幕下方顯示跳出菜單:在跳出菜單的第三列輸人花鍵大徑、花鍵小徑等尺寸數值,即可獲得所需的新零件圖,所有其它尺寸和公差均自動生成和標注好,甚至連圖號也能自動生成。為避免輸人出錯,例如花鍵齒數應符合規定,在花鍵齒數一行最右端有一小黑三角,鼠標點它時顯示數字菜單:4、6、8,表示只能選三者之一。 #p#分頁標題#e#
4 CAPP模塊
CAPP模塊的生成原理也是基于成組技術,以派生式為主,兼容了創成式的思想。因為批量生成的許多工程機械零件具有相似性,同一類零件有相似的工藝路線,在成組技術指導下易生成典型工藝或標準工藝。
CAPP模塊的人機界面與CAD相同,以便于使用。在點取主菜單行變量欄的下拉菜單“內部變量”項后,按順序寫人工藝規程。每一行工藝都可包含變量(包括CAD時給出的變量),從而使工藝可在CAD生成新圖時同時也生成新的工藝規程。
在圖 3的跳出菜單第一行給出變量$xuanze,其右端“數值”項輸人“零件圖”時是 CAD繪圖,當“數值”項輸人“工藝卡”時就是CAPP生成工藝規程。鼠標點最右的小黑三角可出現“零件圖”和“工藝卡”菜單供選擇,可用于省去輸人中文字符。
該集成系統由于 CAD和 CAPP納人同一個界面下,其變量及其參數值也都是共享的,因此CAPP模塊可直接從CAD中讀取全部信息,包括幾何信息、工藝信息和產品信息,如形狀、尺寸、公差、表面粗糙度、材料牌號、產品型號和圖號等。避免了孤立的CAPP系統人工重復輸人所帶來的諸如勞動量大、費時、容易出錯、易造成CAD和CAPP不一致等問題。同時,如在編制工藝時發現的圖紙問題,也能立即轉到 CAD中修改圖形和參數,達到零件信息在CAD和CAPP間實時交換,符合并行工程的要求。
5 結束語
目前,該系統已成功地運用于有關工廠的回轉件或非回轉件(非回轉件的運行過程和回轉件相同,不增加復雜性)的 CAD/ CAPP中,生成適用的圖紙和工藝規程。由于數據管理和維護簡單,具有良好的可移植性,便于推廣。
CAD/ CAM作為 CIMS的一個關鍵環節,最終的目的是實現 CAD/ CAPP/ CAM的集成。鑒于市場上CAM軟件比較成熟,自行開發并不合算,商業化CAM軟件一般以 IGES格式作為零件信息的輸人方式。該系統提供了將零件信息以IGES格式輸出的接口,因而很容易實現CAD/ CAPP/ CAM的集成。對于系列產品,可仿效本系統CAPP模塊的方法,順序寫人參數化的數控程序,即可快速生成新零件的數控程序。此時在$xuanze一行的變量表中增加“數控程序”選項即可。
相關文章
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF
- 2021-08-29機械制圖與AutoCAD [李志明 主編] 2014年PDF下載
- 2021-08-29機械制圖與AutoCAD [陶素連,周欽河 主編] 2013年PDF下
- 2021-08-28機械制圖與AutoCAD 繪圖 [宋巧蓮,徐連孝 主編] 2012年P