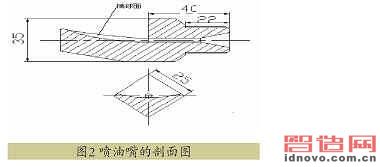
在數控加工中經常會遇到一些槽類零件的加工,如圖1所示。如何利用MasterCAM軟件完成此類零件的加工,是本文討論的主要內容。已給定的條件:綠色框為毛坯模型;坐標原點在毛坯上表面中心處;槽寬20mm,槽間隔距離為20mm;槽深30mm。假設產品外輪廓頂部曲面已加工完成。

一、第一個槽的粗加工
第一種方法:利用曲面加工在槽中間位置畫一條直線,兩端要超過兩側面半個刀徑,然后拉伸生成曲面。
點選【刀具路徑】→【曲面加工】→【粗加工】,在【等高外形粗加工參數】對話框里設定【Z軸最大進給量】為5mm;在【切削深度】對話框里設定【最高位置】為1mm,【最低位置】為-30mm;其他為系統默認值。執行后生成的刀路如圖2所示。
注:此時加工刀具選“平刀”,直徑為10mm(在實際加工時可選擇小于此直徑的刀具,以便留出精加工余量,具體數值請讀者自定)。
第二種方法:利用輪廓銑加工刪除掉在第一種方法中生成的曲面,只留下直線。
點選【刀具路徑】→【外形銑削】→【單體】,選擇在零件圖中留下的直線,執行后在打開的對話框里設定【深度】為-30mm;【補正方式】為關;【外形銑削型】選用【2D】方式;【Z軸分層銑深】選最大粗切深度為5mm;【進/退刀向量】里將【進入】和【離開】框內的圓弧半徑設為0。執行后生成的刀路如圖3所示。注:此時加工刀具選平刀,直徑為20mm(在實際加工時可選擇小于此直徑的刀具,以便留出精加工余量,具體數值請讀者自定)。
第三種方法:利用輪廓銑加工與第二種方法相似,只是在【外形銑削型】下選用【螺旋式漸降斜插】方式。通過分析刀路得到:當【外形銑削型】選用【2D】時,其加工路徑為單向加工,有較多的抬刀;當選用【螺旋式漸降斜插】方式時,其加工路徑為雙向往復式加工,只在加工完成時有抬刀,這種方式可大大提高工作效率,減少加工時間。比較上面幾種加工方法,顯然第三種方法更加簡潔明了,且可靈活地選用刀補及下刀方式。
二、巧用子程序完成其余槽的加工
此零件共有六個矩形槽需要加工,我們完成了其中第一個槽的刀路軌跡,其余的槽通過軟件的刀路平移轉換功能完成,下面是具體操作。
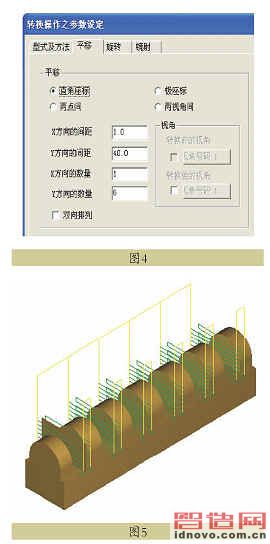
選中【刀具路徑】→【下一頁】→【路徑轉換】,打開【轉換操作之參數設定】對話框。在【型式及方法】中選擇【平移】,在【原始操作】里選擇已生成的第一個槽的加工路徑。勾選【復制原始操作】、【關閉選取之原始操作的處理】和【使用副程式】三項。點選【平移】選項,按圖4進行設置,其他選為系統默認值。執行后生成的刀路如圖5所示。
對生成的刀路做后處理轉換,此時便可得到含有子程序的加工程序。
主程序:
O0000
N100G21
N102G0G17G40G49G80G90
N104T1M6
N106G0G90G54X-29.215Y-105.001S800M3
N108G43H1Z50.
N110M98P0001
N250G90Y-65.001
N252M98P0001
N392G90Y-25.001
N394M98P0001
N534G90Y14.999
N536M98P0001
N676G90Y54.999
N678M98P0001
N818G90Y94.999
N820M98P0001
N960M5
N962G91G28Z0.
N964G28X0.Y0.
N966M30
子程序:
O0001
N112G91
N114Z-44.
N116G1Z-5.F100.
…
N244Z5.F500.
N246G0Z75.
N248M99
三、加工仿真
在MasterCAM中可以實現真實性加工仿真,下面是本例的具體操作過程。
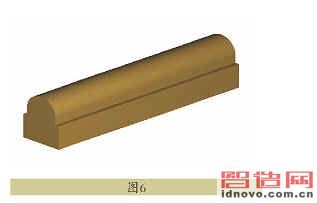
(1)首先將模型加以改造,做成待加工前的造型式樣,如圖6所示。
(2)將此模型存成【.STL】格式文件,存放到MasterCAM的【DATA】文件
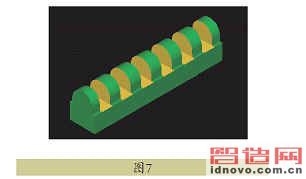
夾中,加工仿真時在【實體驗證之參數設定】對話框的【素材模式】里選擇【檔案】,找到剛剛存好的【.STL】文件,執行后仿真結果如圖7所示。
四、結束語
如果僅僅是上面這個簡單電極槽的加工,我們采用手工編程也非常方便,但實際上我們碰見的問題是:以上的加工僅僅是復雜零件加工中的一個工步,采用手工編程和自動編程混合編制程序并不方便。此外,由于篇幅所限本文只討論粗加工方式,對于精加工的CAM編程,讀者可自行完成。
總之,隨著加工中心的日益普及,對CAD/CAM技術要求越來越高,采用MasterCAM進行編程,可減少編程人員的工作量,縮短在機床上的調試時間,提高生產效率。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF