本文探討研究了用SolidWorks實現(xiàn)機夾可轉位刀具的智能裝配相關內容。
1引言
1.1機夾可轉位刀具發(fā)展背景及定義
國內外生產(chǎn)實踐結果表明,刀具技術的變革,新型高效刀具、刀具系統(tǒng)的開發(fā)與應用,是提高機械加工工藝水平的主要措施之一,而現(xiàn)代金屬切削刀具的一個新系列--機夾可轉位刀具,是普遍提高通用切削機床和數(shù)控機床切削效率及產(chǎn)品質域的行之有效的刀具。80年代末期切削刀具由單功能向多功能、刀具系統(tǒng)發(fā)展,刀具結構由整體式、焊接式向機夾可轉位結構擴展,其產(chǎn)值已占刀具總產(chǎn)值的35%,到21世紀的今天已成為切削刀具的主體型式。
可轉位刀具就是將預先加工好的,并帶有若干個切削刃口及一定幾何參數(shù)的多邊形刀片,用機械夾固方法將其夾緊在刀體上的一種刀具。"可轉位刀片"是在一個刀片上,首先必須具備二個或二個以上有相同幾何參數(shù)與相同結構材料的切削刃,并在直角坐標系或極坐標系中各切削刃具備轉位互換的對稱性;當從事切削工作的切削刃失效后,刀片經(jīng)轉位即可使未經(jīng)使用的新切削刃處于原工作切削刃空鬩位置,并具備實施相同切削功能的能力。
1.2機夾可轉位刀片裝配特點
根據(jù)切削工件的切削方式和加工尺寸、工藝的不同,可轉位刀片的牌號選用,刀槽的位置和刀片安裝角度也各不相同,裝配后會形成不同的切削角度。以車削可轉位刀刀片而言,刀槽設計還需遵循"三小一高"原則,機夾定位方式也有多種。刀槽的生成和刀片的定位安裝方式以及刀片定位附件的多少決定裝配的復雜度。鏜孔加工的刀槽型式和機夾固定方式相對簡嗥,因此本文主要以鏜孔加工的機夾可轉位刀片的裝配為例,介紹實現(xiàn)智能裝配的方法。
2智能裝配的實現(xiàn)方法
2.1相關定義
SolidWorks裝配配合分為:標準配合和高級配合。標準配合下有角度、重合同心、距離、平行、垂直和相切配合。所有配合類型會始終顯示在Property Manager中,但只有適用于當前選擇的配合可供使用。高級配合下有凸輪、齒輪、限制、對稱及寬度配合。SmartMates(智能配合):可以自動建立某些類型的配合關系,主要是標準配合。
(1)通過從打開的零件窗口按指定的方式拖動零件,您可以在將零件插入裝配體中時建立配合關系。用于拖動的實體決定所添加的配合類型。包括(基于幾何體的配合、基于特征的配合和基于陣列的配合)。
(2)在零件文件中指定一個配合參考。當從文件中插入零件時,配合參考確定用于配合的實體。為刀片和刀槽裝配前添加一定的配合關系,零件調入裝配時實現(xiàn)自動配合。
SmartComponents(智能零部件):在SolidWorks中利用"智能扣件"添加Toolbox標準件螺栓或螺釘時。不會自動添加螺母和墊圈,需要在智能扣件PropertyManager中給頂部層疊或底部層疊添加硬件,并設置零件的反轉。現(xiàn)將可轉位刀片制作成智能零部件,裝配時插入智能特征也可以方便的實現(xiàn)刀片附件的安裝導入,對于不同于螺栓、螺母、墊圈的非同軸裝配的可轉位小刀夾也可實現(xiàn)。
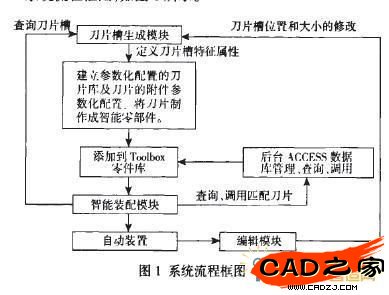
2.2系統(tǒng)流程框圖
系統(tǒng)流程框圖,如圖l所示。
2.3實現(xiàn)裝配的實例
2.3.1刀桿刀片槽的生成
如圖2所示,刀片槽底面與右基準面平行,刀片槽的位置主要由三個方面決定:
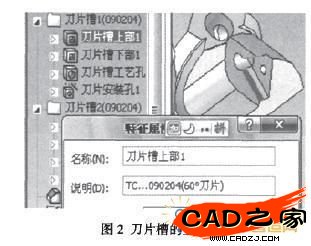
(1)與刀槽定位平面的偏心距離,決定刀片偏心;
(2)徑向位置由加工孔徑d和刀片尺寸(刀片型號中可以直接讀取)和安裝角度決定;
(3)軸向位置由刀具整體裝配時的懸臂長度決定。
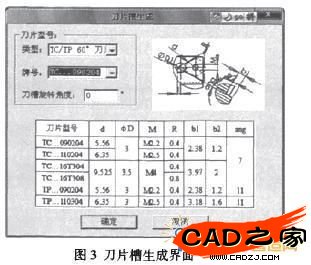
根據(jù)以上的關系可以添加相應的方程式確定刀片槽中心的位置,添加一個草圖標出刀片槽的中心插入點。運行刀片槽生成模塊,界面如圖3所示。選取需要的刀片牌號后,單擊確定,系統(tǒng)會提示選擇刀片槽中心,即可選擇上述草圖中的插入點。程序將執(zhí)行API函數(shù)建立刀片槽的各個特征,并添加刀片槽的特征屬性。
2.3.2刀片庫的建立
根據(jù)相關可轉位刀片選用樣本用系列零件設計表建立刀片的參數(shù)化模型庫,將每一項配置屬性設置成該類型刀片的牌號。按照樣本中指定規(guī)格調用Toolbox標準件庫中的內六角凹頭螺釘進行裝配。
并將刀片生成智能零部件(SmartComponents),將刀片壓緊螺釘沒成相火零件。操作方法參見SolidWorks幫助文件。
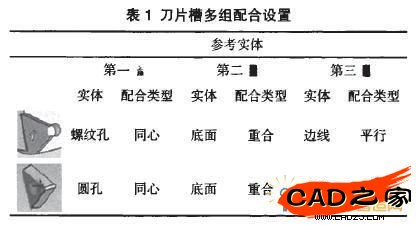
2.3.3 SmartMates的設置(配合參考)
如表l所示,設置刀片槽與刀片的配合參考。當?shù)镀徽{入裝配體時,會在刀片槽上方自動添加配合關系,如圖4所示。采用的相關API函數(shù)如下:
運行"刀片裝配"菜單,首先提示:"選擇刀片槽",當鼠標選擇相應的刀片槽后,程序獲得刀片槽的特征說明信息,獲取刀片的型號。保存當前選擇的實體信息。
利用ADO連接可建立與F:LProgram FilesCommonFilesSolidworksDatalangEnglish、SWBrowser.mdb的連接(根據(jù)SolidWorks安裝路徑?jīng)Q定),通過SQL查詢語句查詢用戶自行添加的"可轉位刀具-TYPE-可轉位刀片"表中的"Name"列中的"Tc.."和"FileName"列中的文件路徑,打開該文件,并激活相應的配置。相關API函數(shù)如下:
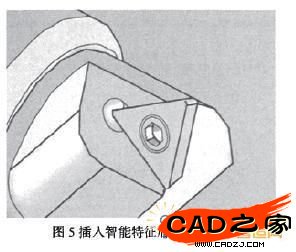
刀片插入裝配時,與刀槽之間自動添加裝配配合。再自動添加刀片的智能特征,刀片壓緊螺釘將自動實現(xiàn)裝配,如圖5所示。
2.3.5刀片槽的修改及刀片的更新
當需要改變加工直徑或更換刀片型號時,刀片槽的位置和大小都要改變,刀片需作相應的變化。將刀片槽中心定位的草圖尺寸參數(shù)變鼉化,同時將刀片槽牛成特征的相關尺寸參數(shù)變量化,可以方便的編輯刀片槽。刀片的更新可以手動改變刀片屬性中的配置,也可以運行菜單中的"刀片更新",重新讀取刀片槽信息,激活刀片的相應配置。(部分代碼如下)
3結論
通過SolidWorks軟件裝配體中零件智能裝配的研究,提出了一種可轉位刀具智能調用并且實現(xiàn)自動裝配的方法,減輕了刀具設計人員三維建模與裝配時的重復工作,提高了設計效率。進一步推廣到其他型式的可轉位刀具及附件的零件庫:將有效提高刀具開發(fā)效率。