2數據處理
目前,數據庫處理技術主要有DAO、RDO和ADO技術。由于ADO可更好地用于網絡環境.而且使用簡單,所以本文采用ADO進行數據操作。首先在一個打開的VisualBasic6.0的工程中.在"可用的引用"列表中選擇MicrosoftActiveX DataObjiects2.7Library選項.這樣便加入了對ADO的引用,然后用Access建立數據庫"數據庫.mdb",在數據庫中添加表"模型參數庫",數據庫的Fields(0)對應模型名,Fields(1)、Fields(2)、Fields (3)、Fields(4)分別對應模型的尺寸參數d1、d2、h1、h2…,與應用程序存于同一目錄下,然后用VB進行調用。程序略。
3參數化驅動
首先建立SolidWorks連接.打開一個SolidWorks的模型,把零件參數賦給模型參數庫。通過數組D(x)與尺寸參數對應起來,利用SolidWorks的API函數進行參數化驅動。程序略。
4獲取零件體積特性
在擠壓工藝設計過程中,擠壓變形前后其體積不變是重要的設計原則。SolidWorks提供的API函數可以隨著零件尺寸參數的變化求出其對應的體積.并能根據體積不變原則確定其所需毛坯的尺寸。這對設計者來說減少了大量的體積計算,提高了設計效率和準確性。程序略。
5半軸冷擠壓零件工序設計
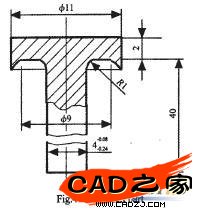
半軸零件圖如圖4所示,擠壓材料為20號冷拉鋼。其擠壓件圖如圖1所示,首先輸入擠壓件尺寸參數特征,調用材料數據庫。
5.1選擇方案I
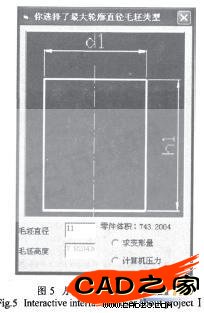
采取與頭部直徑(Φ11mm)相同的坯料,直接正擠出4mm的桿部。調用SolidWorks的API函數。通過參數驅動繪制三維實體,得到其體積特性(743.2立方毫米)以及毛坯尺寸(Φ11 mmx7.8mmm),如圖5所示。對方案I進行工藝規則判斷。首先進行變形量計算,如圖6所示。程序調用材料數據庫得到20鋼的許用變形程度為80%,而根據實心件正擠壓變形量計算規則得到86.78%。由專家知識判斷,此方案超出20鋼一次擠壓的許用變形程度。故不可以一次正擠壓成形。

5.2選擇方案Ⅱ
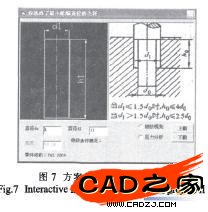
取與桿部直徑(Φ4mm)相同的金屬線材鐓制頭部。圖7為方案二的用戶交互界面。通過調用SolidWorks的API函數.進行參數驅動繪制實體,很容易得到其體積特性(743.2立方毫米)以及毛坯尺寸(Φ4mm×59.2mm)。對方案II進行鐓擠規則判斷,通過【上翻】、【下翻】按鈕選擇判斷規則。軟件給出的判斷結果是:不滿足鐓粗要求。實際情況也正是如此。生產中必須對長度為19.14mm,高度與直徑比為4.75部分的材料。至少進行3次鐓擠,而且質量難以控制。故此方案不應選取。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF