5.3選擇方案Ⅲ
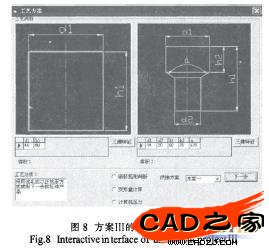
在擠壓件頭部直徑(11mm)與桿部直徑(4mm)之間取一尺寸作為坯料的直徑,既能滿足剪切下料的工藝要求(高度/直徑≥1),又可合理的分配變形程度.從而使整個變形比較均勻。當選取的毛坯直徑為中間值.則必然增加工序。如圖8所示.在用戶界面設計了兩個參數(shù)驅(qū)動窗體,把毛坯與預成形件同時顯示以便設計,當點擊【下一步】按鈕時將以上一步的預成形件作為毛坯進入下一工序設計。利用VB調(diào)用SolidWorks的API函數(shù),可以很方便地完成不同直徑毛坯的工藝判斷。根據(jù)體積不變原理.可以方便地求出中間狀態(tài)毛坯的尺寸特征。
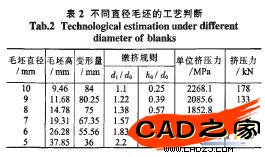
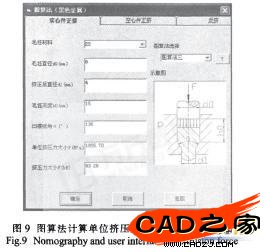
根據(jù)專家知識確定變形工序:首先正擠出4mm直徑的桿部。入模角選取135°.然后將頭部鐓壓成形。表2列出了兩種不同成形方法的規(guī)則判斷(鐓擠規(guī)則如圖7所示)結(jié)果,及利用圖算法(圖9所示)求出的單位擠壓力和擠壓力。通過表2對比可以發(fā)現(xiàn)最好的毛坯直徑應該選取在,08mm左右。
6結(jié)論
利用VB開發(fā)SolidWorks.建立零件工藝分析標準庫是一個有效、實用、方便的方法。針對擠壓件某類特征建立標準的工藝判斷規(guī)則。不但提高了產(chǎn)品質(zhì)量.同時也減少了設計周期以及重復性勞動。該方法對建立行標、廠標等標準件庫也同樣使用,對推動擠壓工藝分析的標準化、系統(tǒng)化有著非常重要的意義。
(1)可提高企業(yè)產(chǎn)品開發(fā)能力,增強企業(yè)對市場的應變能力和競爭能力。
(2)可促進產(chǎn)品結(jié)構調(diào)整,加速產(chǎn)品更新?lián)Q代步伐。
(3)可實現(xiàn)冷擠壓工藝分析的全程計算機輔助設計。
(4)可促進和帶動現(xiàn)代化管理模式和管理技術的應用。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數(shù)據(jù)處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環(huán)境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF